Total restoration of an early alloy bodied car
| 1950
Jaguar XK120 roadster Total restoration of an early alloy bodied car |
Restoration Log by Dan Mooney |
|

I am delighted to report that we have now completed this exciting restoration project. The following photographs were taken during the final test drive yesterday afternoon.
 |
 |
| This shot could have been taken 70 years
ago |
|
|
 |
 |
 |
| Hopefully the last time the convertible
top will ever be raised! |
|
 |
 |
 |
 |
 |
 |
 |
 |
| 2 tone tan and biscuit interior is
stunning |
|
 |
 |
| This is the original shifter knob,
restored for you by Chris Scarborough |
 |
 |
| Installing the restored and re-chromed
convertible top frame |
|
 |
 |
| Jake and Carlos working together on the
mohair convertible top installation |
|
 |
 |
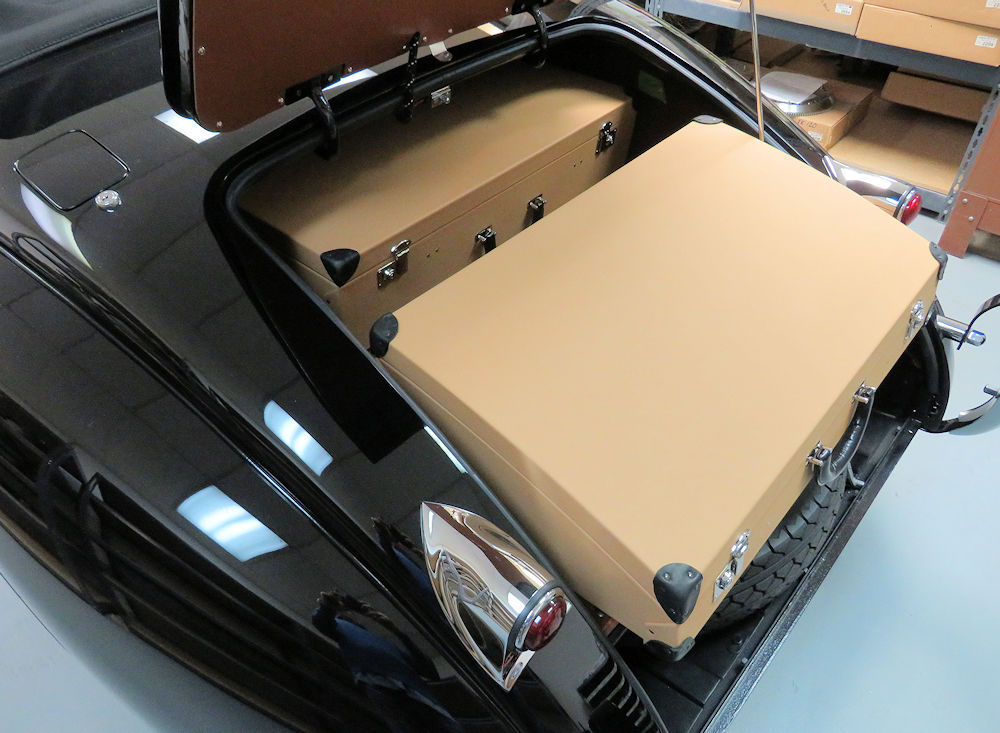
| Fitted luggage is trimmed in biscuit
hide with tan interior trim to compliment the car's interior |
|
 |
 |
| Fitted luggage is an exquisite finishing
touch to this restoration |
I am delighted to report that the 120 is now running and driving and actually ventured outside for a trip to the gas station earlier today! So far it only has 100 yards under its belt, but so far so good!
 |
 |
| Always exciting when one of the
restorations embarks upon its maiden voyage! |
|
 |
 |
| These cars must have been an amazing
sight at the 1948 Earls Court Motor Show |
|
 |
 |
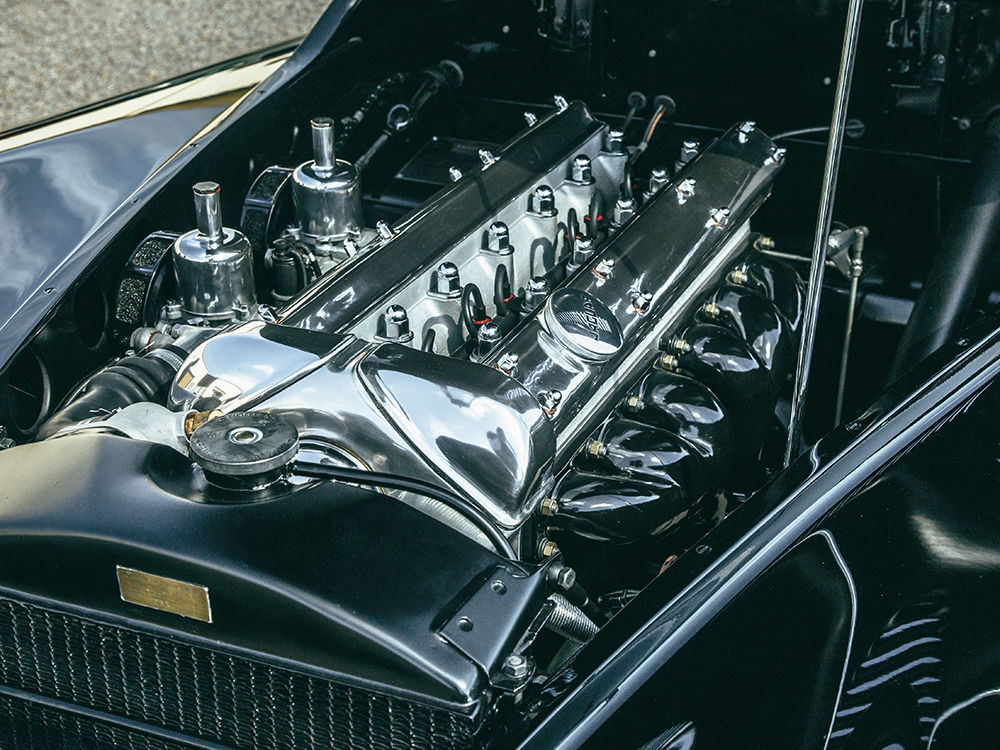
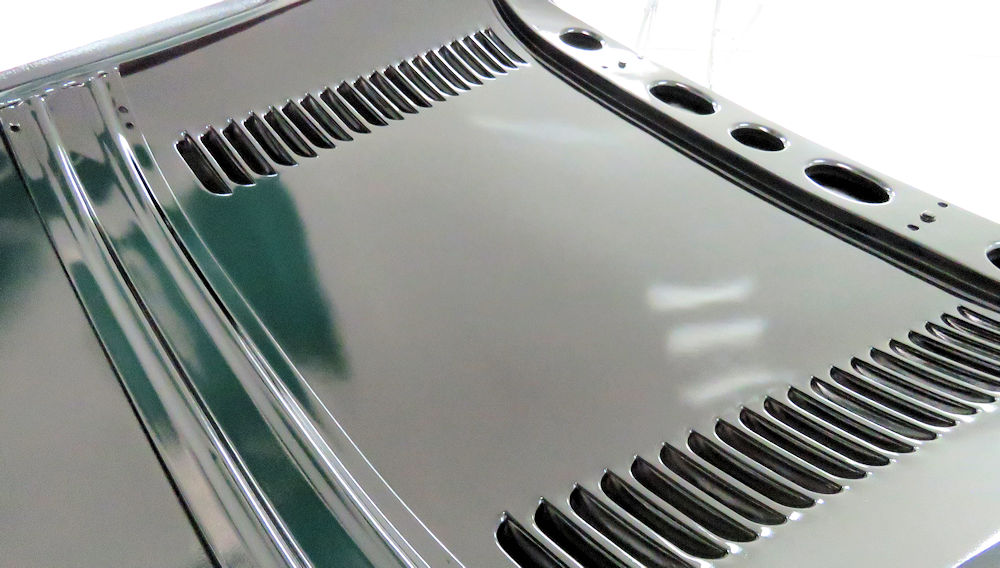
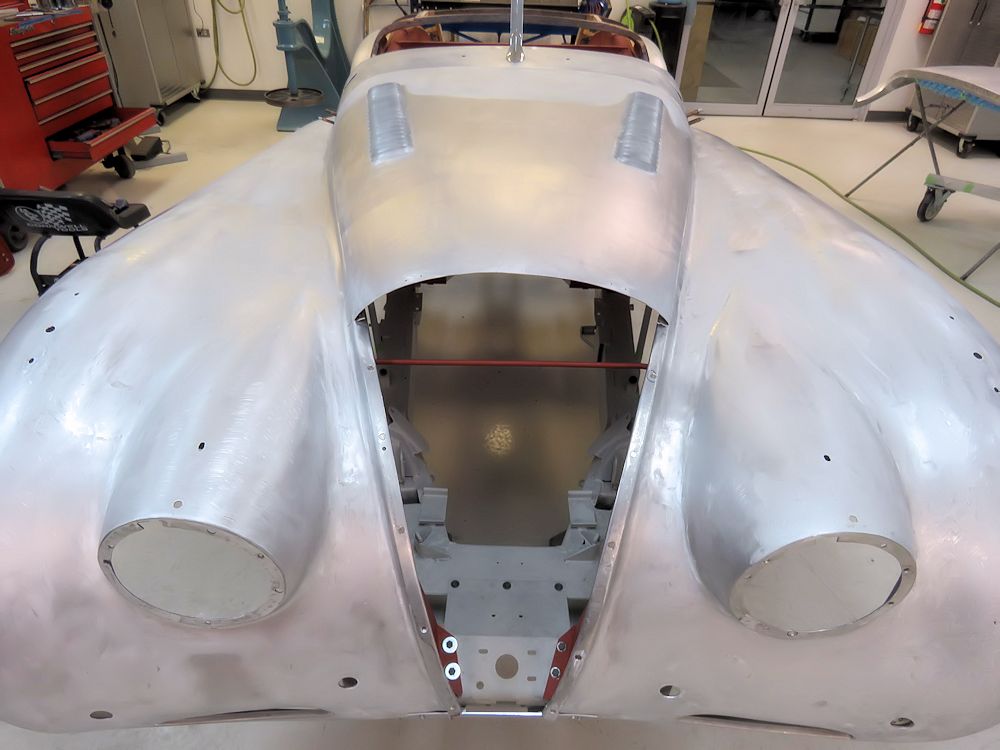
| Bonnet louvers were a feature of several
(but not all) of the early alloy cars |
|
 |
 |
| Note SU carbs visible through the bonnet
louvers |
Two tone tan and biscuit interior is a
nice contrast to the black coachwork |
 |
 |
| Carlos did a beautiful job with the
interior of this car |
|
 |
 |
 |
 |
| The underside of this car is literally
as new |
Note side exiting exhaust, another
feature of the early alloy cars |
 |
 |
| Leather gaiters buckled around leaf
springs |
|
 |
 |
 |
 |
We finally received the last of the chrome back and have assembled and installed the screen. The restored and re-plated seat frames and beautiful NOS tripod headlamps have also now been installed. The car's maiden voyage is just around the corner!
 |
 |
| Beautiful NOS 'tripod' headlamps
installed |
|
 |
 |
| Seat frames and backs have now been
installed |
Carlos trial fitting the transmission tunnel, center arm rest and carpeting.
 |
 |
Installing the boot lid, bonnet, floor boards and steering wheel.
 |
 |
 |
 |
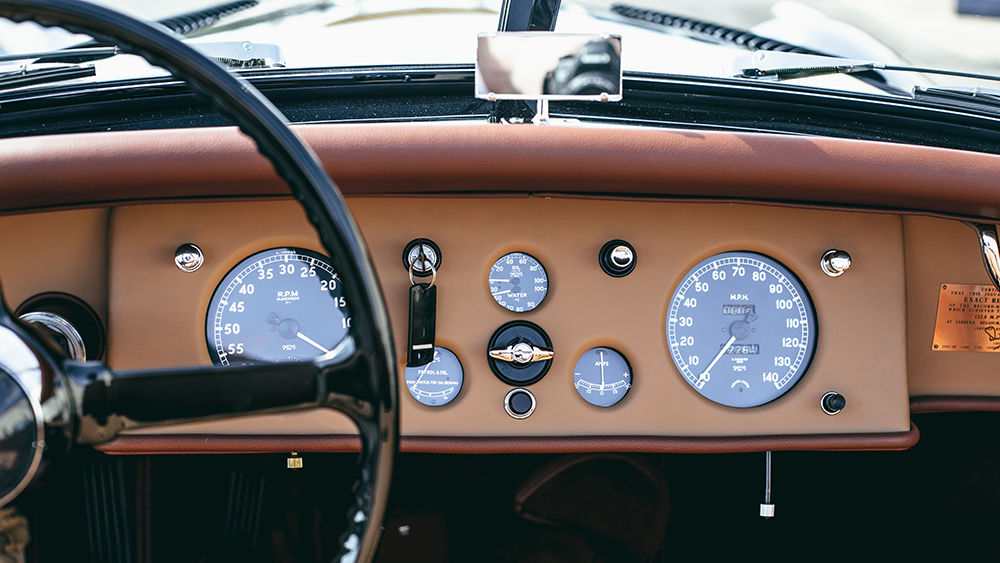
| Trial fitting the dash and gauge cluster |
|
 |
 |
 |
 |
 |
 |
 |
 |
Exciting to have this beautiful car getting so close to completion. Did a more elegant car ever emerge from Browns Lane?
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
The following sequence of photographs show Jake and his team installing the body onto the chassis. Always an exciting stage of any restoration, I am pleased to report that everything went very smoothly and the restored body fits perfectly!
 |
 |
| The chassis has been tuned and run-in on
the Dyno and is now ready to receive the restored body |
|
 |
 |
| Jake assembled a highly trained team of
athletes for the body installation! |
|
 |
 |
 |
 |
| Lowering the body onto the chassis |
|
 |
 |
| Jake removing the tach drive for an
extra couple of inches of clearance at the rear of the engine |
|
 |
 |
| Body now resting on the chassis |
Unmasking the engine |
 |
 |
 |
 |
| Alex starting to secure the body to the
chassis |
Car will now be moved to the trim room
for final assembly |
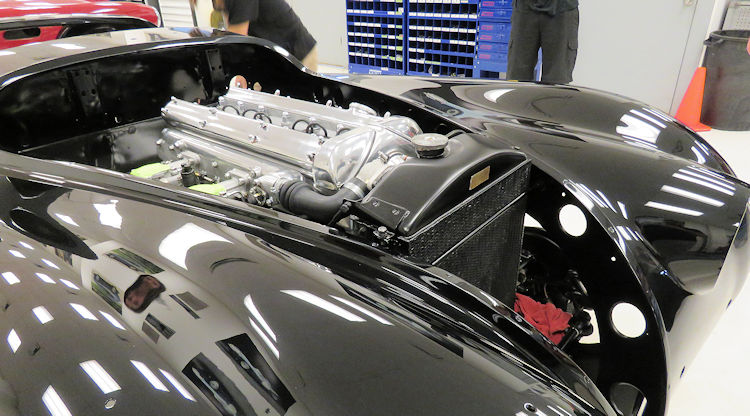
The chassis is now almost fully assembled and we will be test running the engine in the next couple of days.
 |
 |
 |
 |
 |
 |
 |
 |
Repairing and reconstructing the fuel tank, original steering wheel restored to new condition, continued chassis assembly.
 |
 |
| Original fuel tank will be repaired |
Inner baffles removed |
 |
 |
 |
 |
| Fabricating a new inner tank baffle |
|
 |
 |
| New baffle welding in place |
|
 |
 |
| Francis welding the tank side panels
back in position |
Very early starter motors and generators
were cad plated |
 |
 |
| Installing leather gaiters on new rear
leaf springs |
|
 |
 |
| Original steering wheel restored to new
condition |
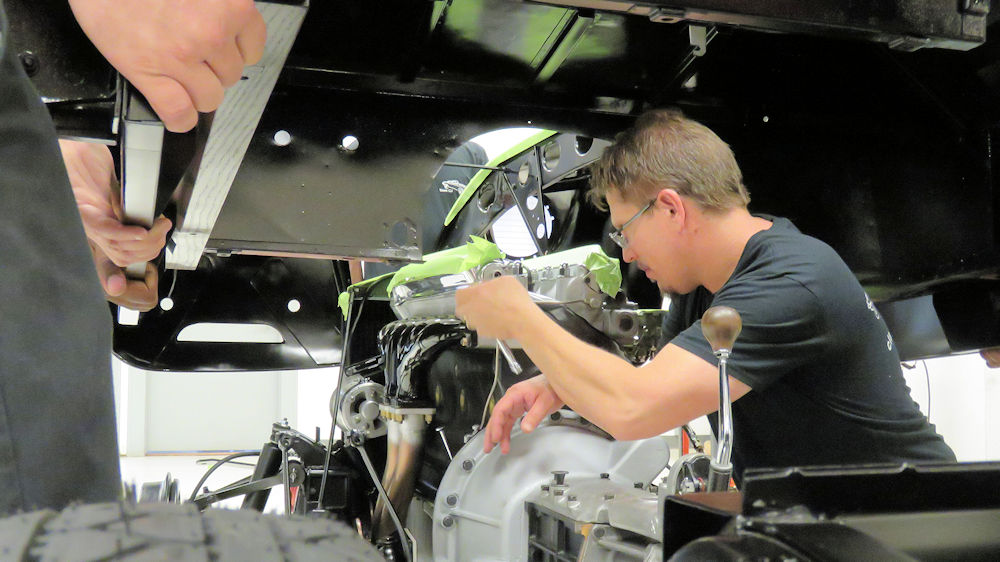
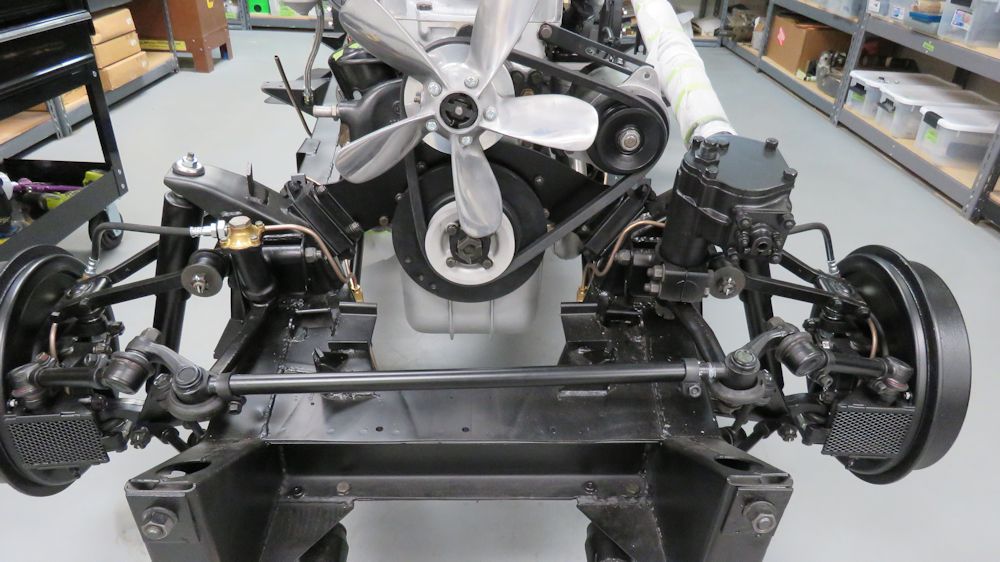
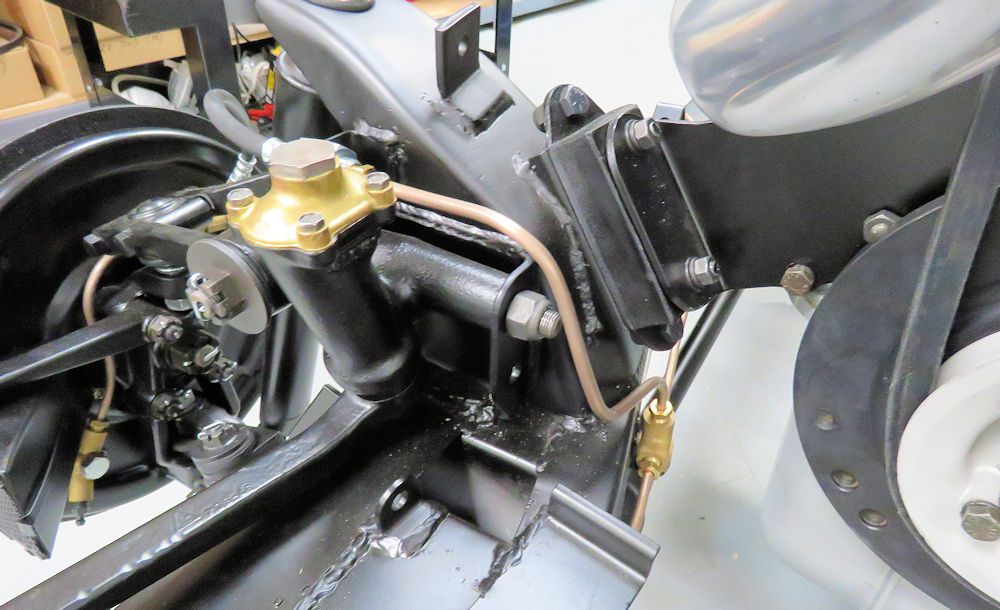
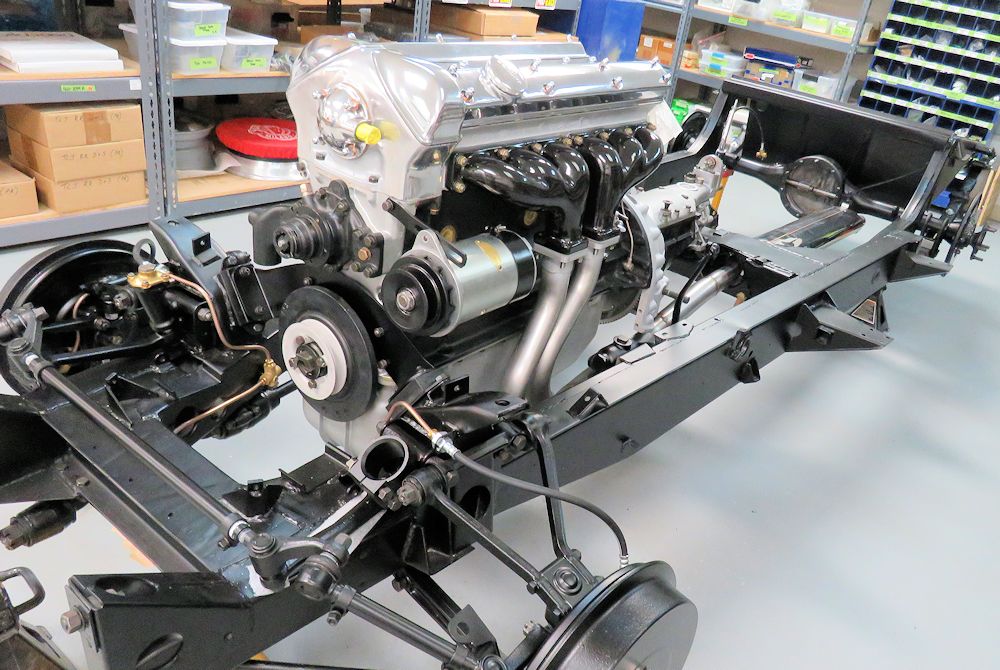
Sterling made some great progress last week and now has the front suspension installed as well as the rebuilt engine and transmission. Over the next few days he will be installing the rear axle, brakes and wiring loom.
 |
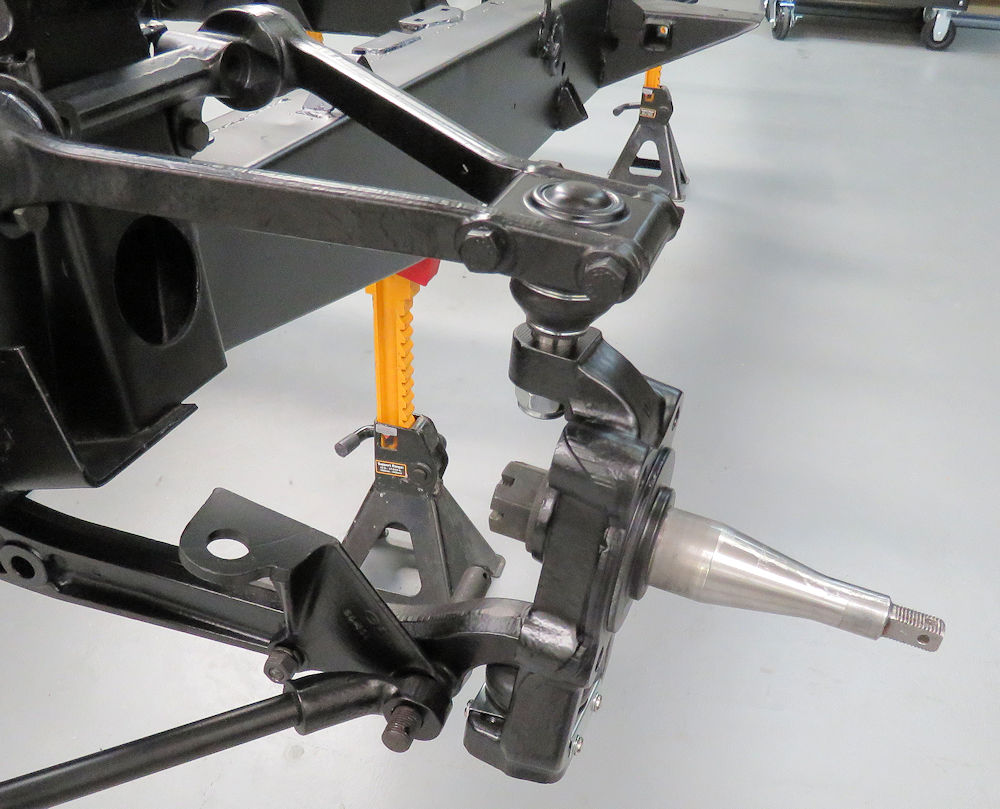 |
| Preparing to install the restored and
rebuilt front suspension |
|
 |
 |
 |
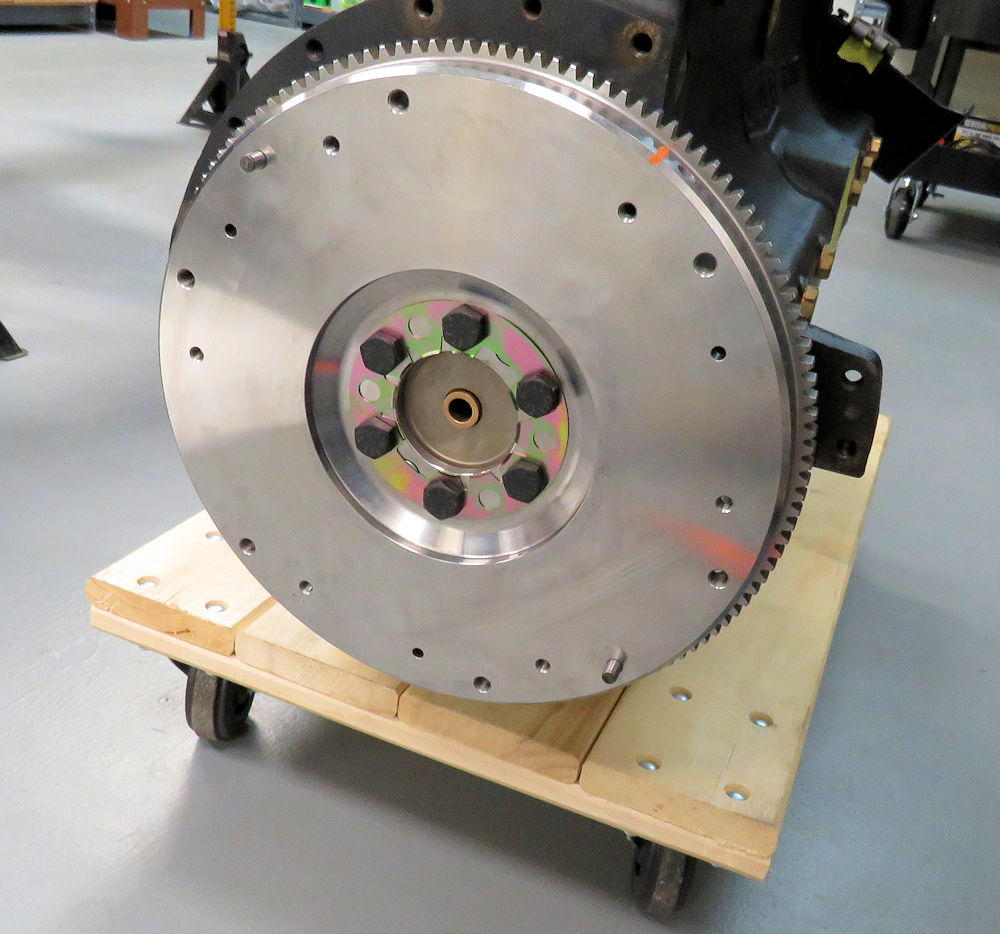 |
| TCJ 6 bolt billet steel flywheel made
specially for this project |
|
 |
 |
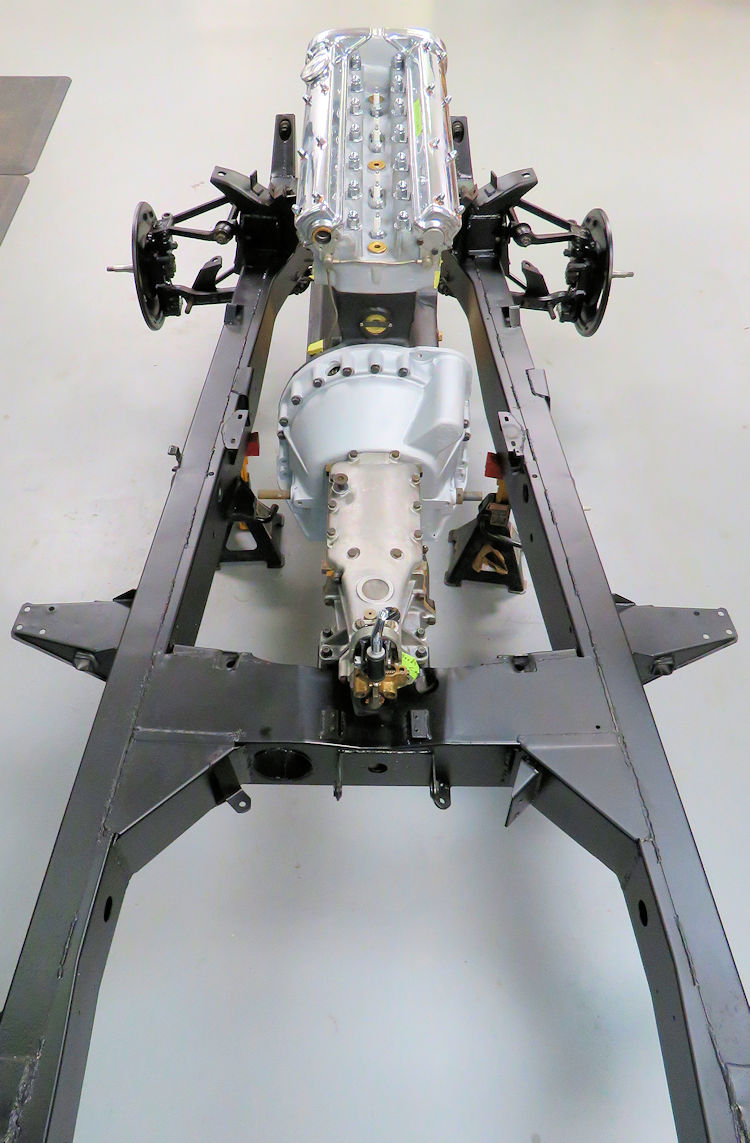
| Engine and transmission now installed |
|
 |
 |
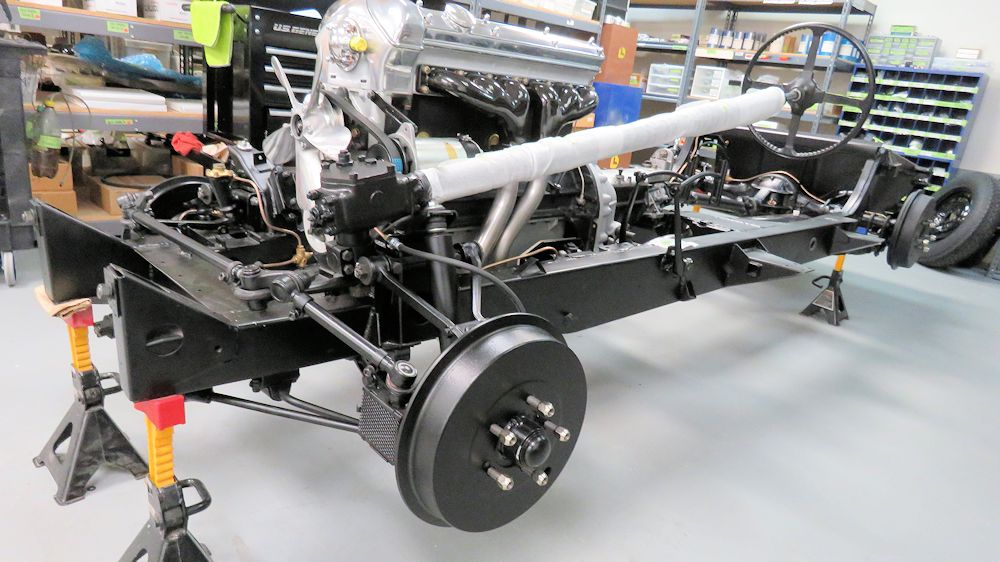
It is now time to assemble the chassis. Once it is rolling with the engine and drive train installed, we will install the repainted body.
 |
 |
| Chassis will be fully assembled over the
next few weeks |
|
 |
 |
| Many of the original fasteners have been
blasted and plated |
Gerardo has now finished applying the second round of clear coat and the finished result looks truly spectacular.
 |
 |
 |
 |
 |
 |
I am delighted to report that we have now painted the car and applied the first coat of clear and everything looks absolutely beautiful. Gerardo is applying a second coat of clear as I write this report. We will then let everything cure for a couple of weeks before sanding with 1000 grit paper and applying a further 2 coats of clear.
 |
 |
| The first coat of black base |
Gerardo applied a total of 4 coats of
base color |
 |
 |
| First coat of clear coat now applied |
|
 |
 |
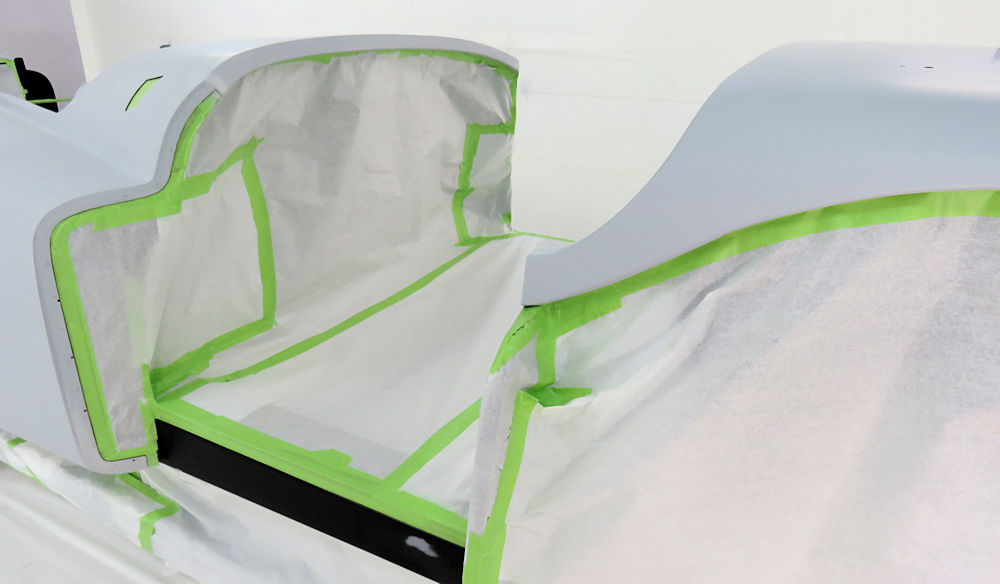
Perhaps the most exciting part of any restoration is the painting stage. Over the next couple of days we will be painting all the outer panels of our alloy XK120 project.
 |
 |
| Lining the CJ booth with 3M dirt trap |
|
 |
 |
 |
 |
| Painting will begin first thing in the
morning! |
Lifting the main body section from the chassis and placing it on the XK jig table for painting.
 |
 |
| Many hands make light work! |
|
 |
 |
| Chassis will be painted semi-gloss black
before being reunited with the freshly painted body |
|
 |
 |
| All inner panels and surfaces on the
alloy 120s were painted semi-gloss black, regardless of body color |
After months of blocking and prep work, it is now time to paint our alloy 120 project! The first step in the process will be to paint all of the inner panels and cabin in satin black. We will be painting continuously for the next several days. Look for lots more photographs soon!
 |
 |
 |
To be continued! |
I am pleased to report that Jake has now finished with his part of this project and the 120 is now ready to be prepped for paint.
 |
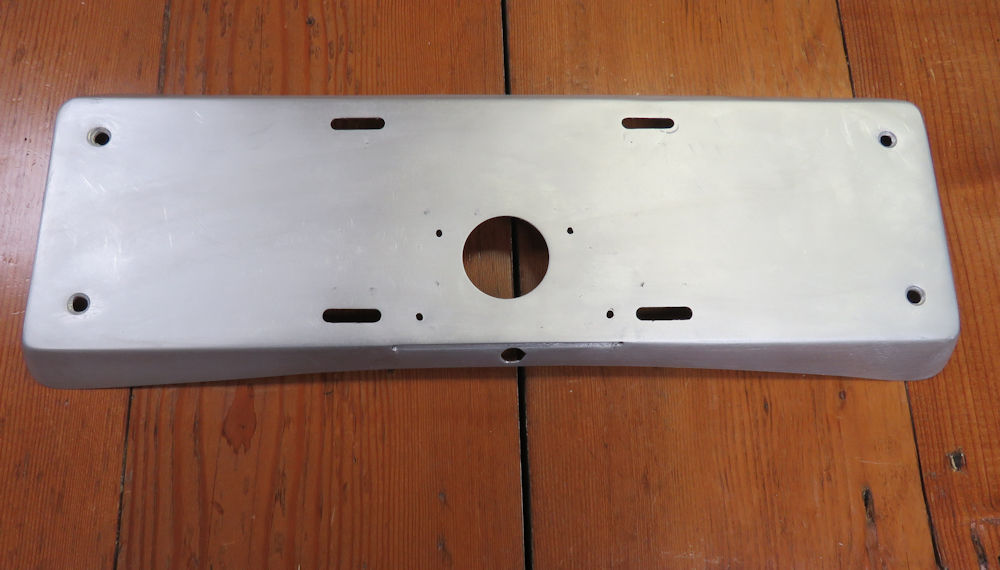 |
| Jake's last job was to plot the position
of the rear license plate panel |
|
 |
 |
| With the license plate panel in place,
Jake's work is complete! |
|
 |
 |
| The flowing lines of the alloy XK120
body are especially evident in this form |
|
 |
 |
 |
 |
| Time to prep for paint! |
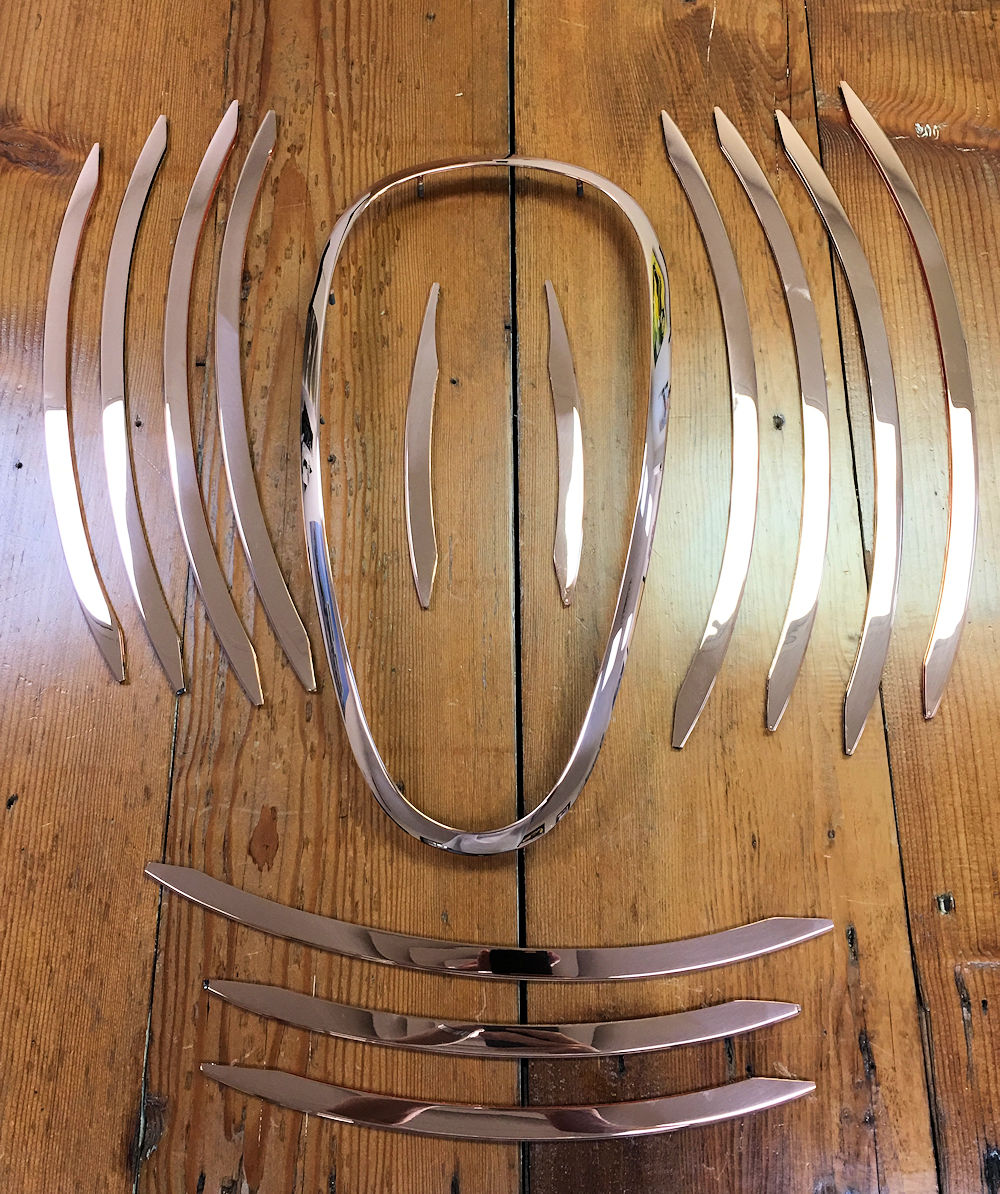
The grille surround and thirteen vanes have now been metal finished, copper plated and returned to us for welding. Once assembled the grill will be chrome plated. The distinctive bevel on the leading edge of the early 120 grille vanes is clearly visible in the second photograph below.
 |
 |
The following sequence of photos show Jake fabricating and welding a new repair panel in place at the lower edge of the aluminum boot lid skin.
 |
 |
| Planishing the boot lid skin after
cutting away the corroded lower section |
|
 |
 |
 |
 |
| Welding the repair panel in place |
|
 |
 |
| Planishing the TIG bead |
|
 |
 |
| Ash boot lid frame has been repaired |
|
 |
 |
| Boot lid frame is now sealed in epoxy |
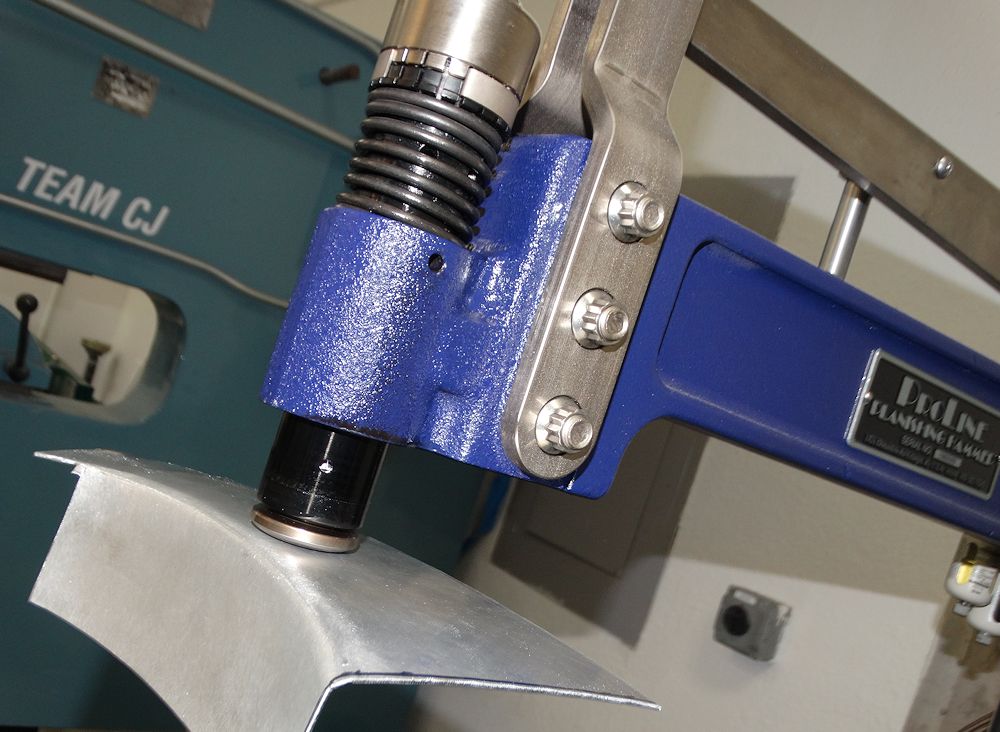
The following sequence of photographs show how Jake straightened and restored the grille vanes. Corey (CJ machinist) fabricated a special curved dolly which allowed Jake to hammer the vanes back into their original shape and contour. Jake also made a jig which enabled him to install each of the restored vanes in perfectly spaced configuration within the grille surround.
 |
 |
| Corey made a custom dolly with a curved
blade replicating the shape of the grille vanes |
Using the custom dolly to return the
grille vanes to their original shape and contour |
 |
 |
 |
 |
| All 12 vanes now restored |
|
 |
 |
| Jake then fabricated a jig so that he
could assemble the grille with the vanes perfectly spaced |
|
 |
 |
| Restored grille now ready for chrome
plating |
Jake has now completed all the major repairs along the left side of the car.
 |
 |
| This is the point where we left the rear wing repairs last time |
TIG welding the seam between the old and
new panels |
 |
 |
| After planishing and metal finishing |
Next task is to repair and fit the wheel
spat |
 |
 |
| Trial fitting the wheel spat frame |
|
 |
 |
| Heavy lifting is now done on the left
side of the car |
Jake has been busy fabricating and installing a replacement panel to replace a damaged section behind the left rear wheel.
 |
 |
| Using the Pullmax to form the wheel arch
lip |
Rear wheel spat will sit in this groove |
 |
 |
| Trial fitting the new panel |
Cutting away the damaged original panel |
 |
 |
| Steel wire will add rigidity at the
bottom edge of the new panel |
|
 |
 |
| Alloy skin hammered around the steel
wire |
|
 |
 |
|
 |
| Tack welding the new panel in place |
|
 |
|
| TIG welding the joint between the old and new panels |
Jake has been busy fabricating and welding repair panels for the left hand rear wing and the left hand door skin.
 |
 |
| Fabricating a new end flange where LH
rear wing meets the B pillar |
Working the new panel on the Pullmax
machine |
 |
 |
| Annealing the alloy prior to shaping |
|
 |
 |
| Trial fitting the new panel |
Preparing to weld the new panel to the
leading edge of the LH rear wing |
 |
 |
| New panel tack welded in place |
|
 |
 |
| TIG welding the new panel in place |
Fabricating a repair panel for the lower
edge of the LH rear wing |
 |
 |
| Once again, the new panel is worked and
shaped on the Pullmax machine |
Trial fitting the new panel |
 |
 |
| Preparing to weld the new panel in place
on the LH rear wing |
|
 |
 |
| Fabricating and installing a repair
panel to the bottom of the LH door skin |
|
 |
 |
 |
 |
| Preparing to weld the lower skin repair
panel |
Panel is first tack welded in place |
 |
 |
| The seam is then TIG welded |
To be continued! |
The wonderful works by Bernard Viart (XK120 explored) and the late Urs Schmid (Anatomy of a Cult Object) have been an invaluable resource as we try to get every little detail of this special restoration correct.
 |
 |
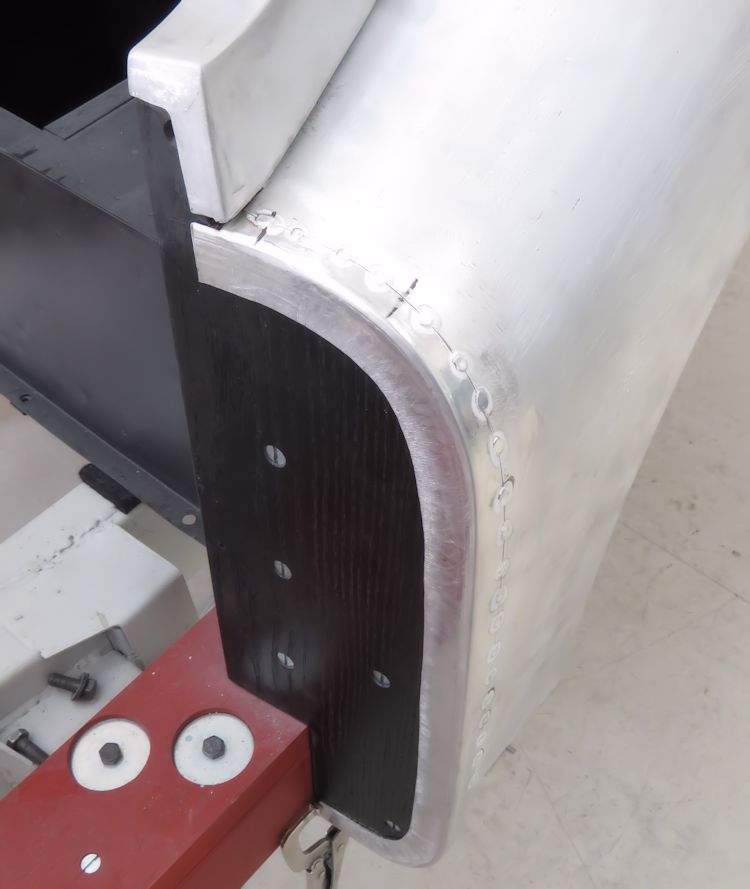
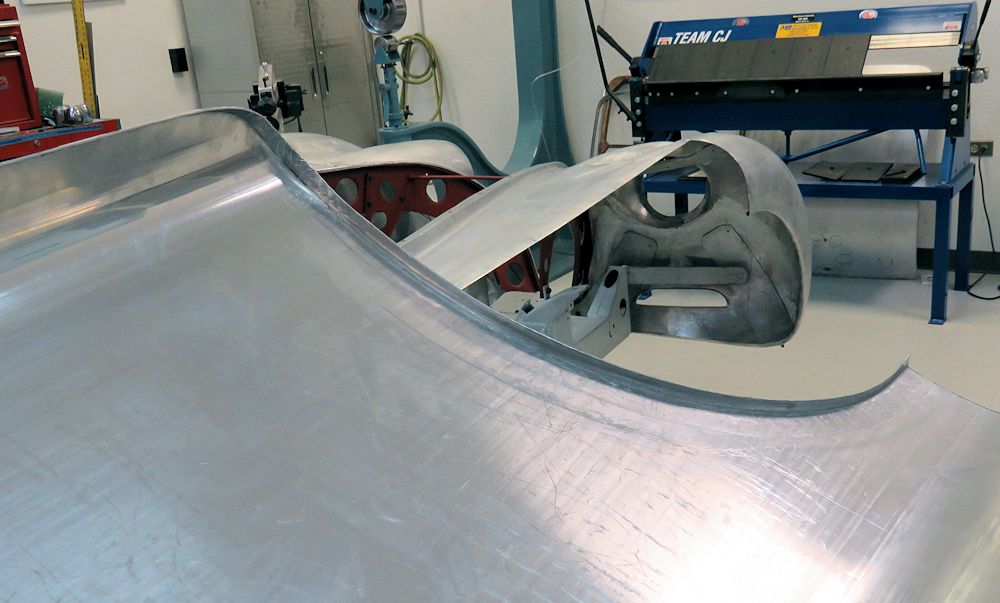
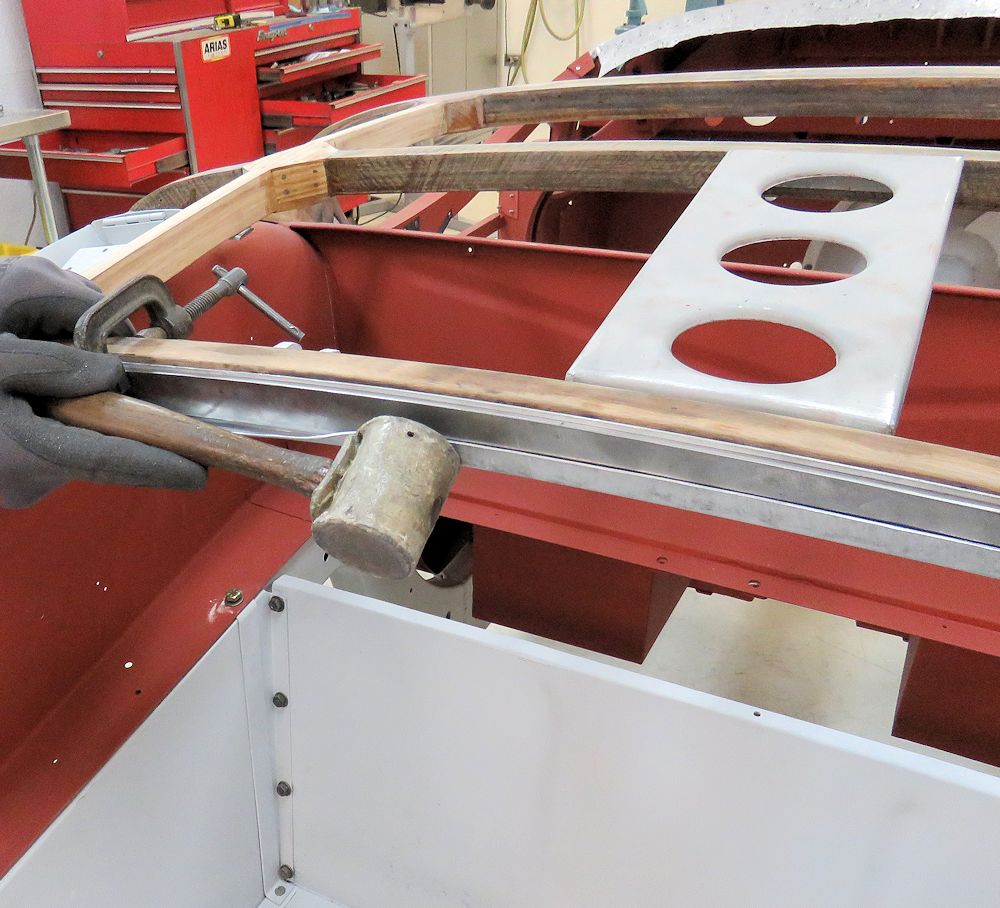
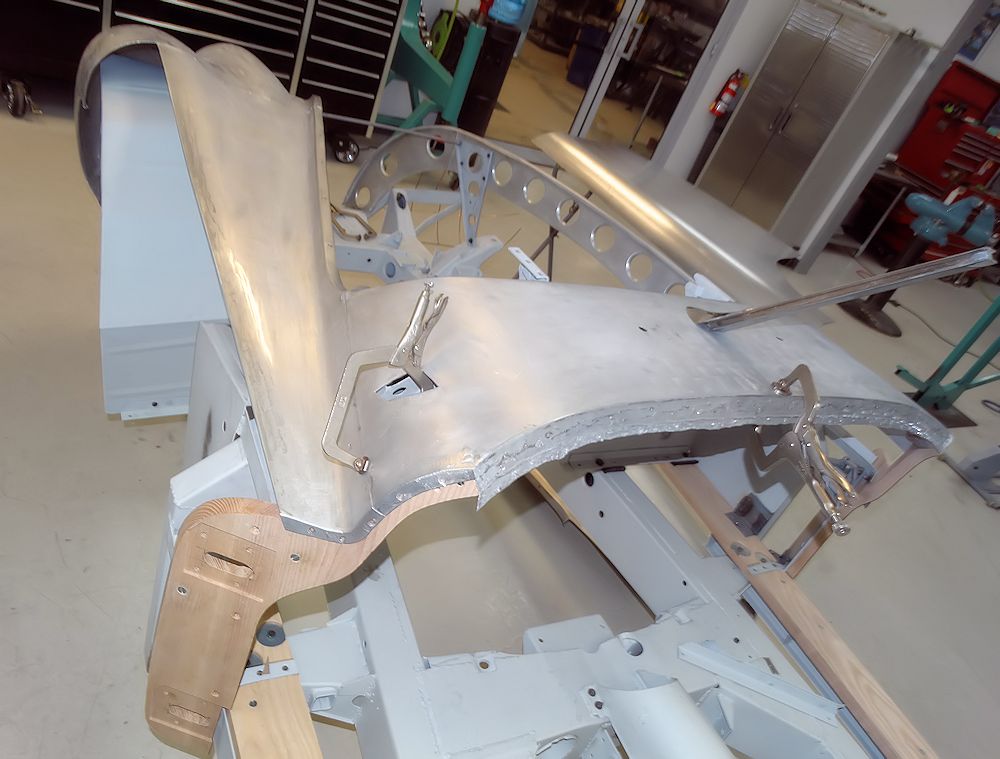
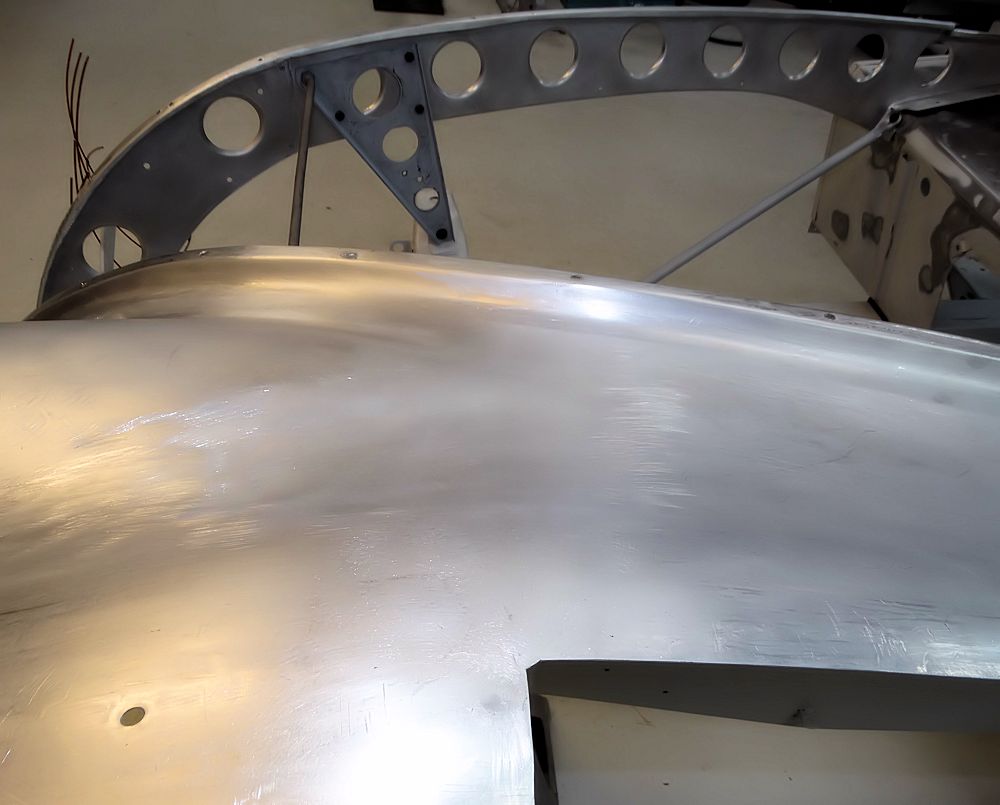
The following sequence of images show Jake skinning the rear of the body. The aluminum skin is laid over the Ash frame, the edges are then hammered over and secured with panel nails, exactly as it would have been done at the factory almost 70 years ago.
 |
 |
| After countless rounds of trial fitting,
the repaired alloy panel fits perfectly over the Ash frame |
Securing the skin with the first of many
panel nails |
 |
 |
| Hammering the leading edge of the skin
over the Ash frame |
|
 |
 |
| Rear skin is now permanently installed |
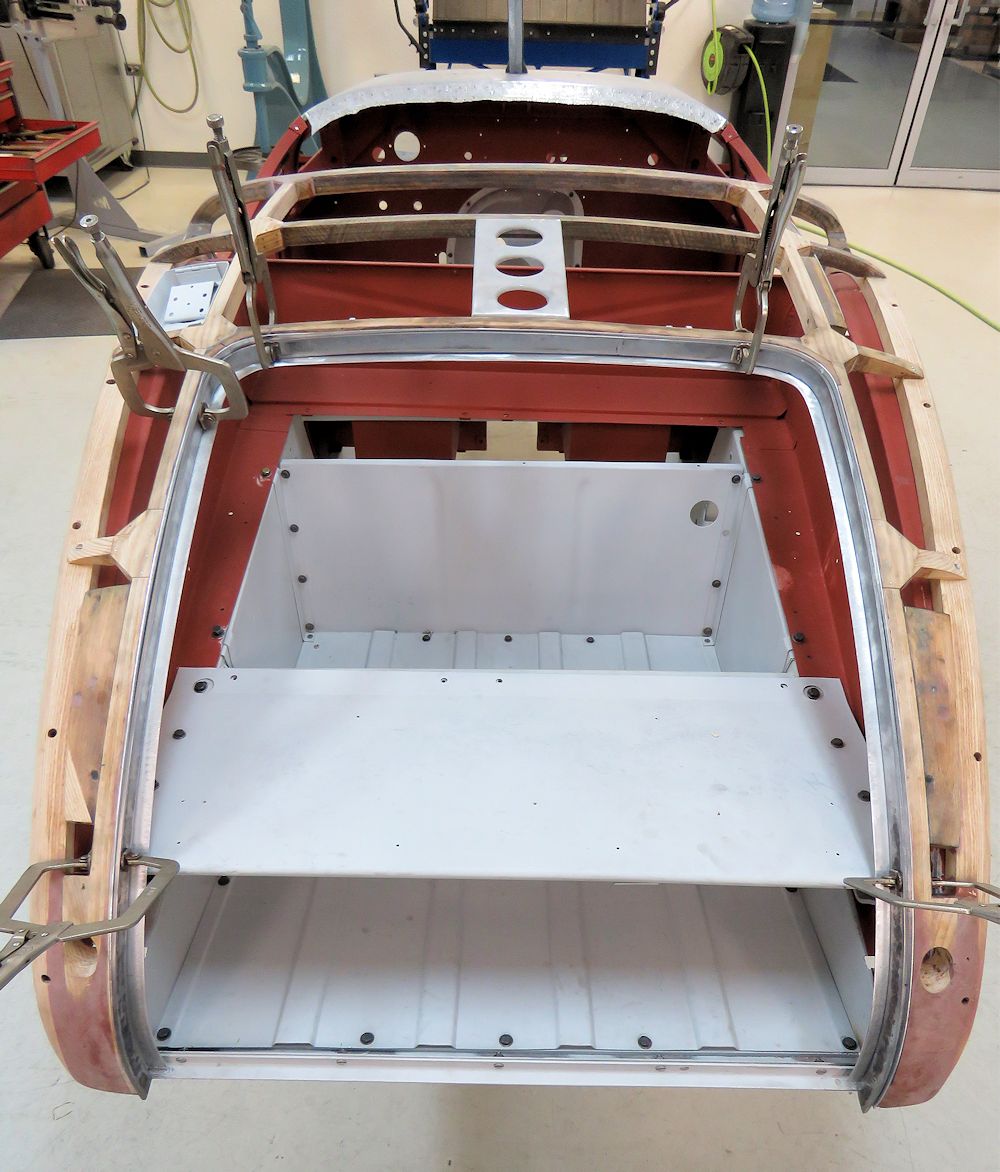
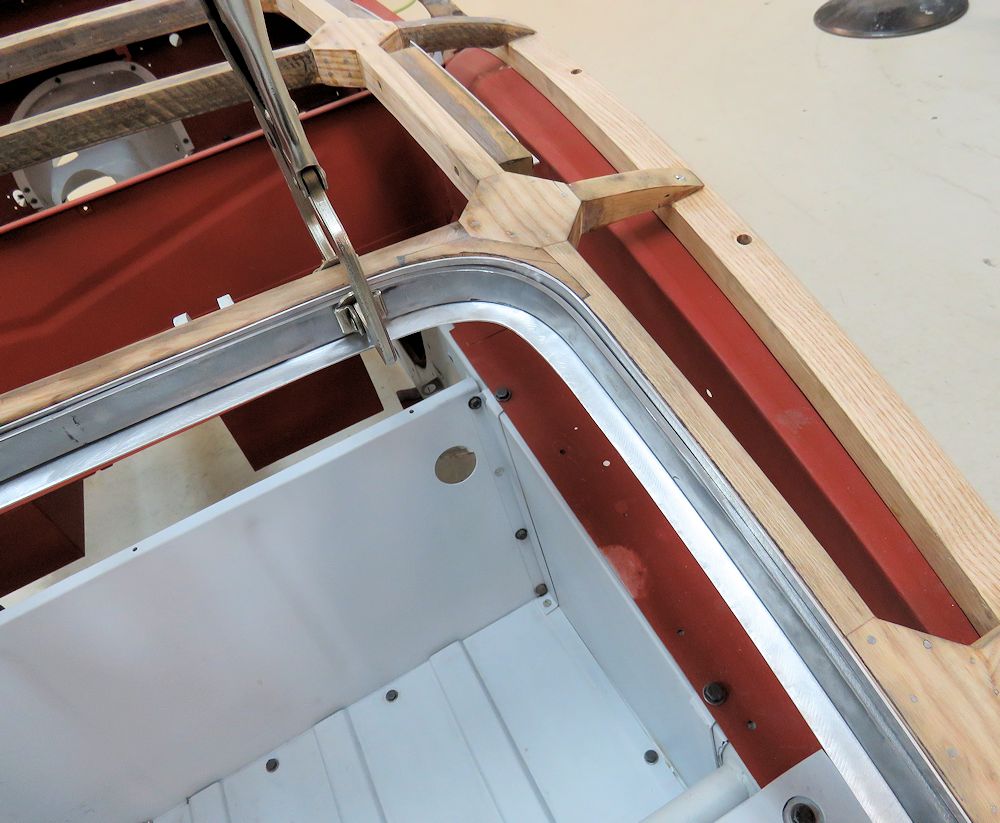
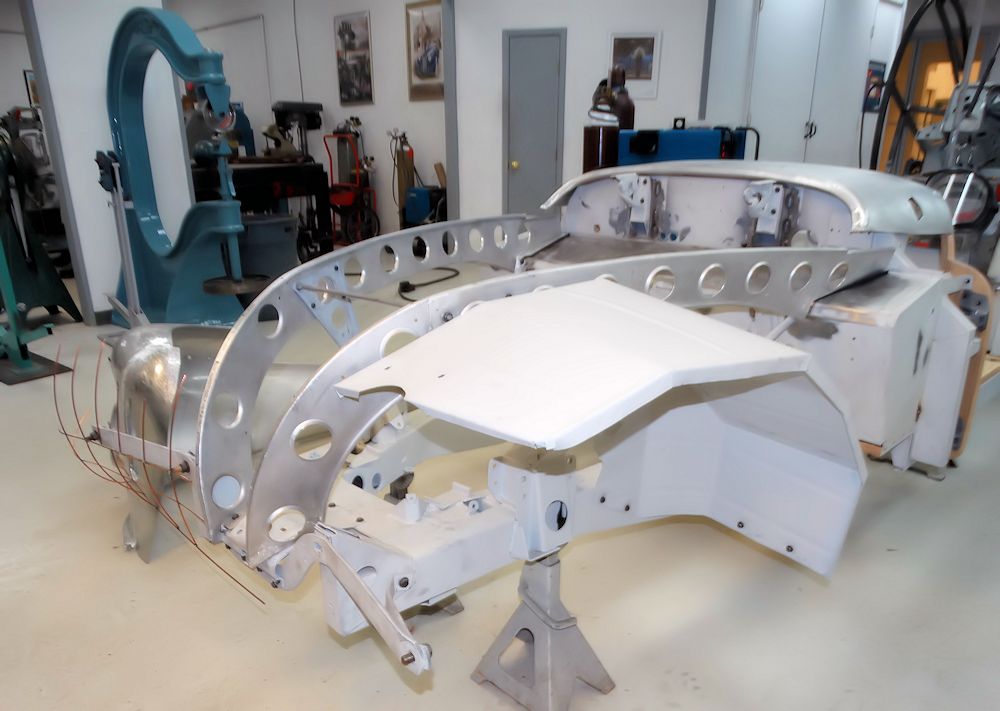
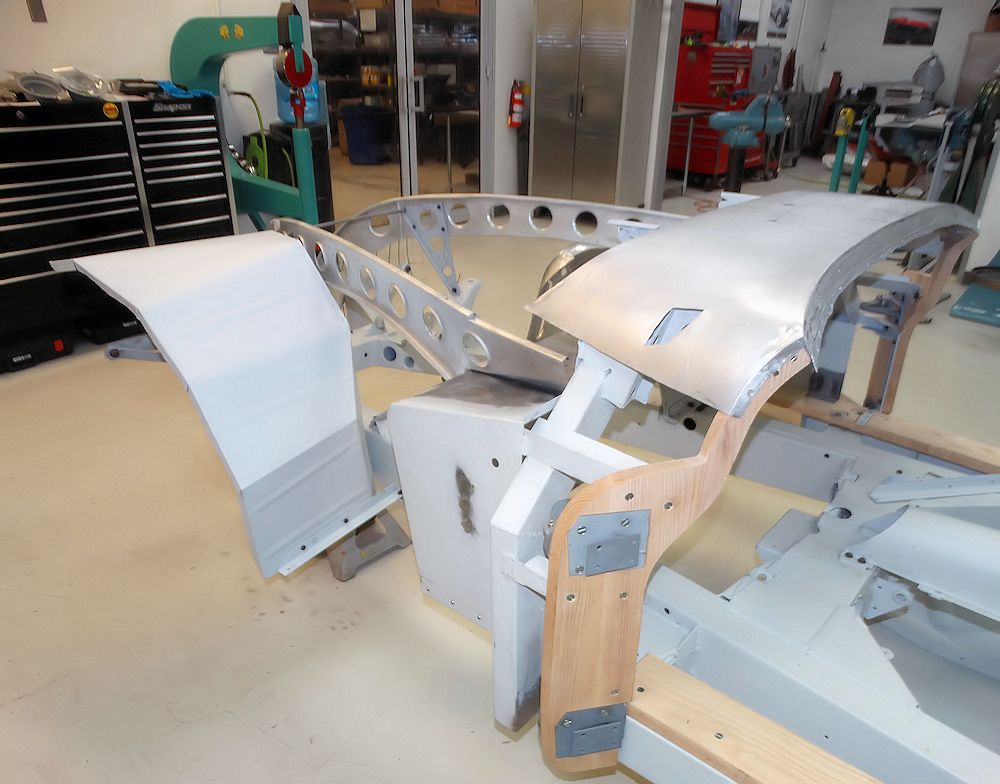
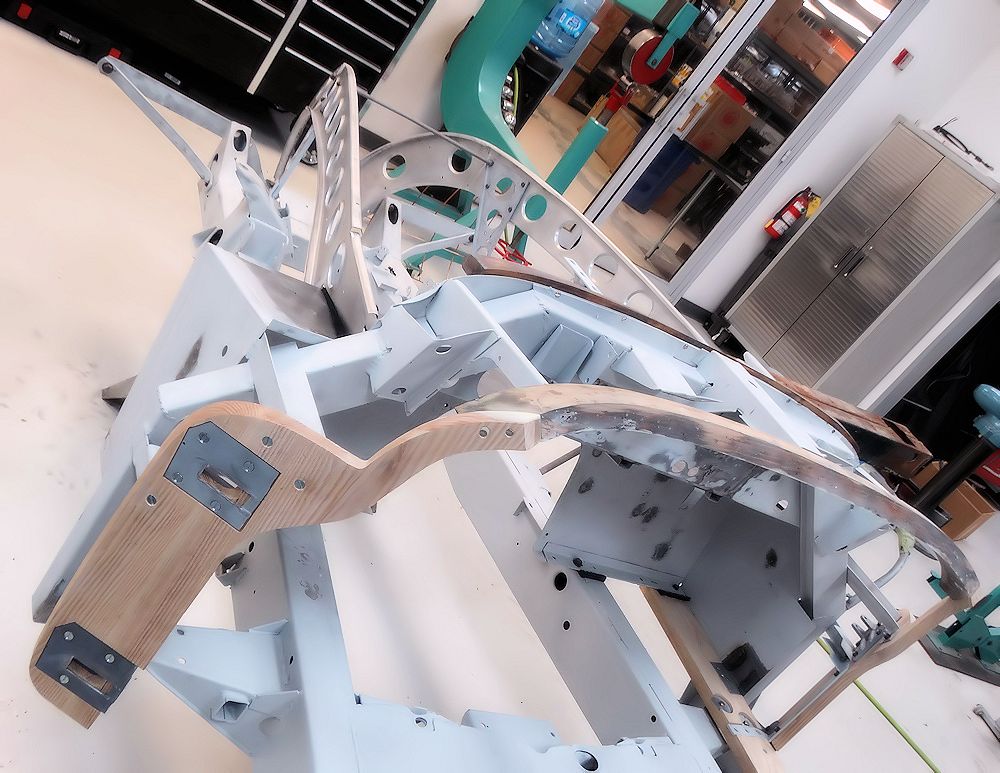
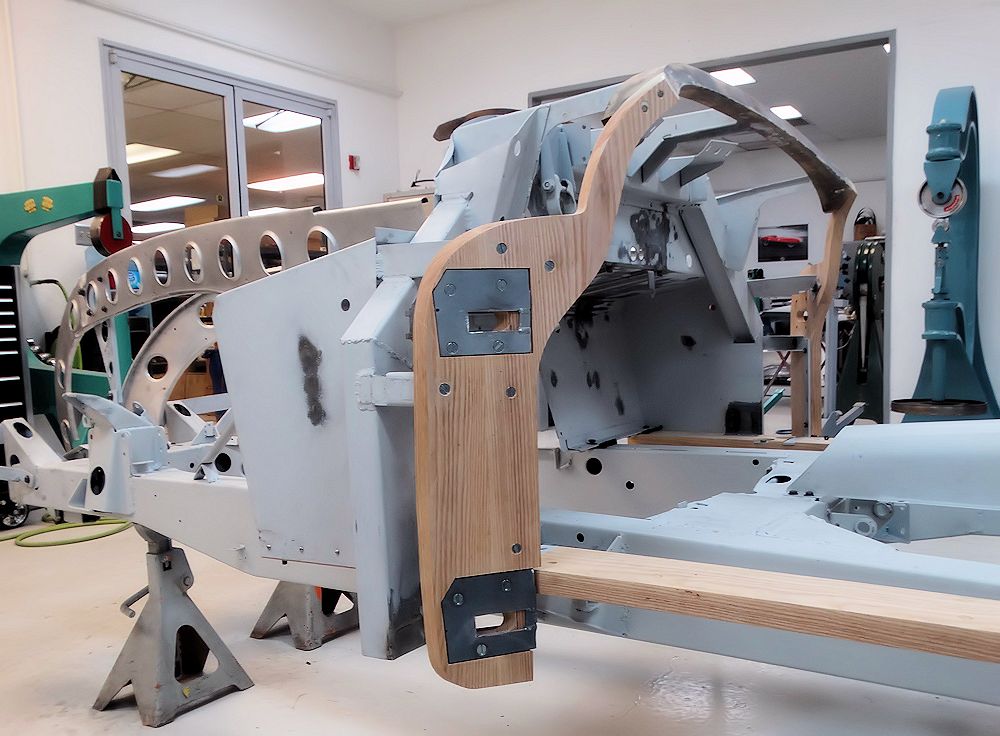
Jake has been making great progress with the alloy 120 over the last few weeks. The following sequence of photos show the restored rear Ash frame being permanently installed to the surrounding steel structure. The rear Ash canopy is now ready to receive the alloy skin, which will happen in the next week or so. He has also finished reconstructing the front wings, which are also almost ready to connect to one another and install for the last time.
 |
 |
| Rear Ash frame canopy has been installed for the final time |
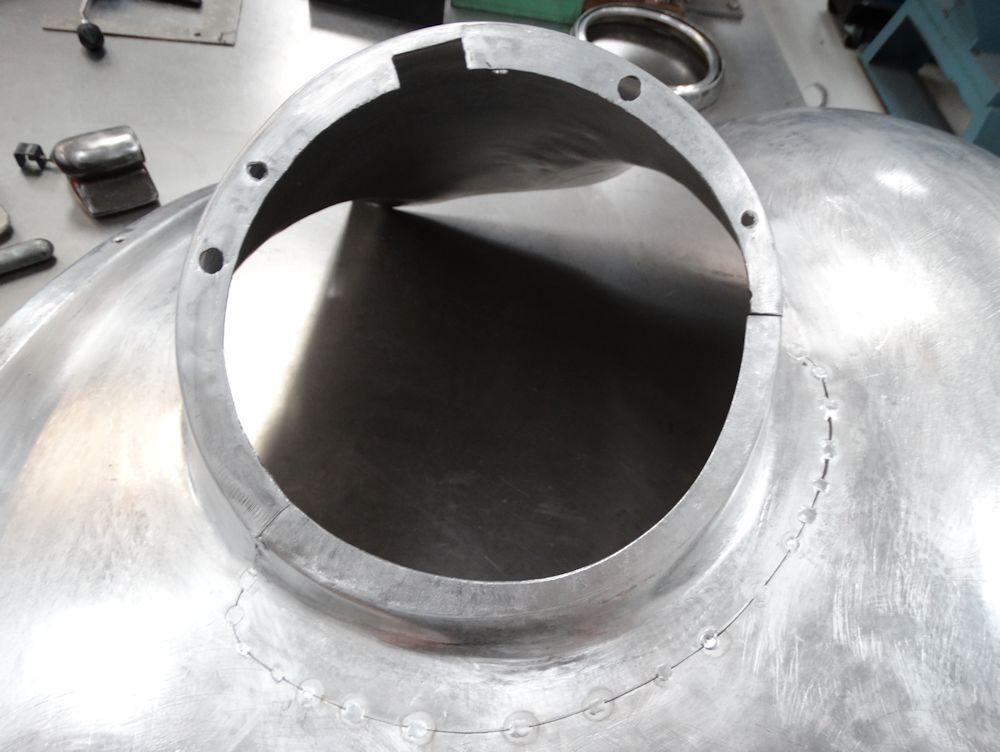
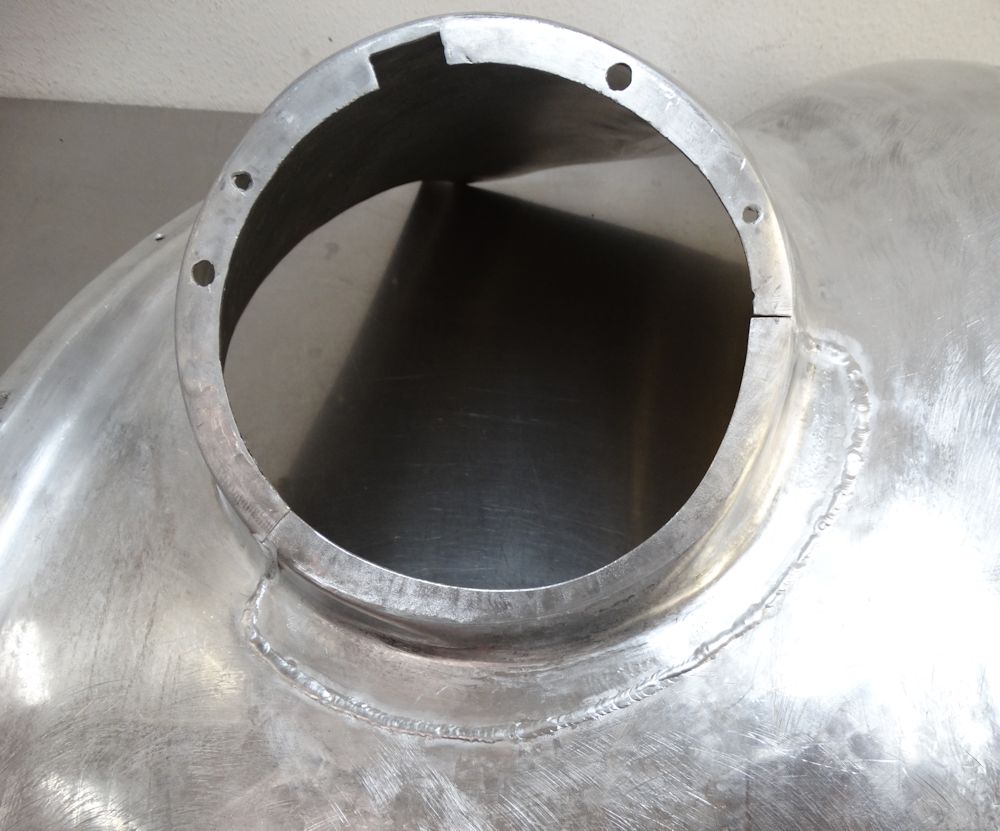
Gas filler box has also been permanently installed |
 |
 |
 |
 |
| Edge beading now installed in both front
wings |
|
 |
 |
| Almost ready to permanently install both
front wings |
|
 |
 |
| Alloy rear panel will be skinned in next
few days |
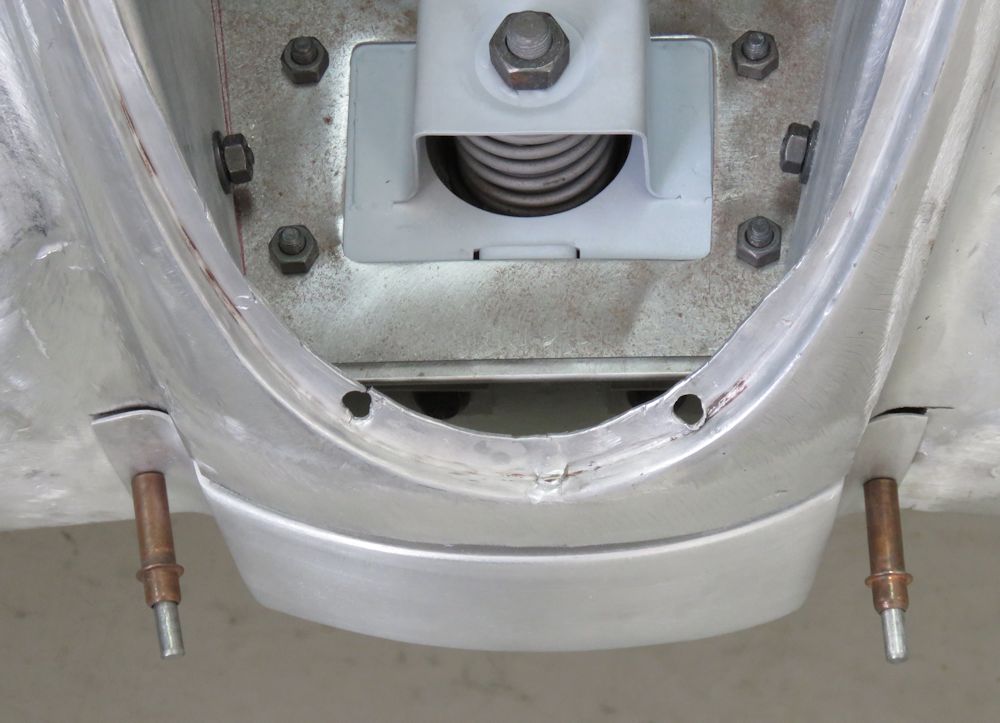
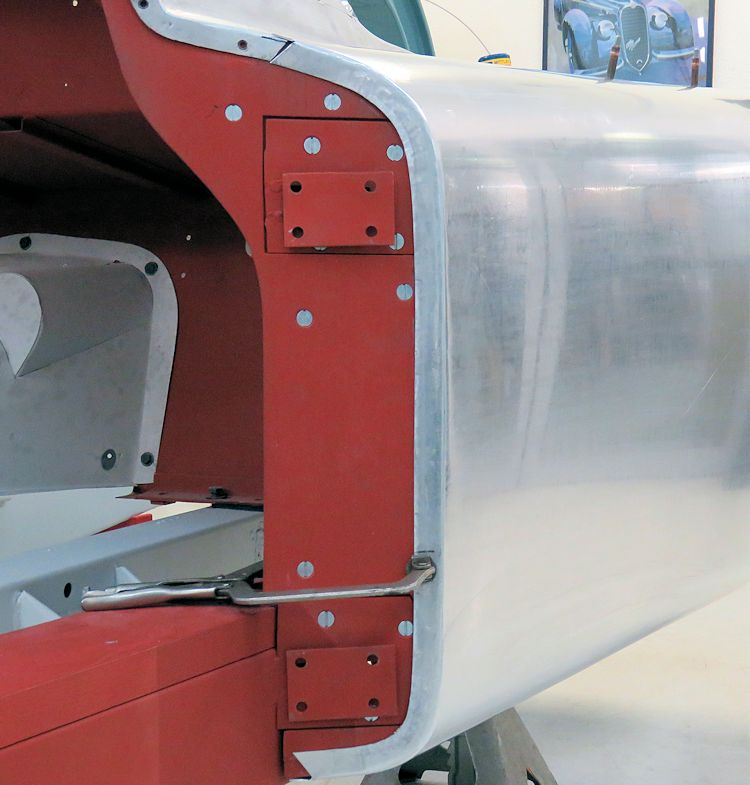
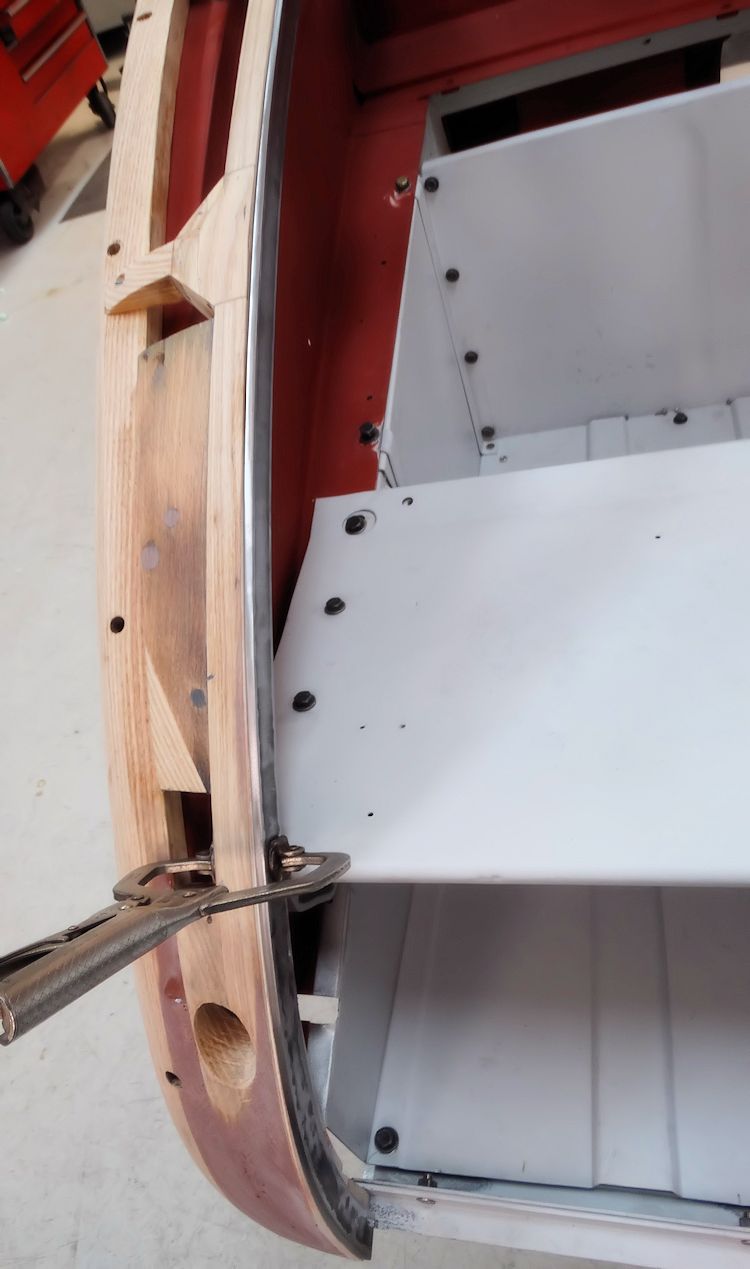
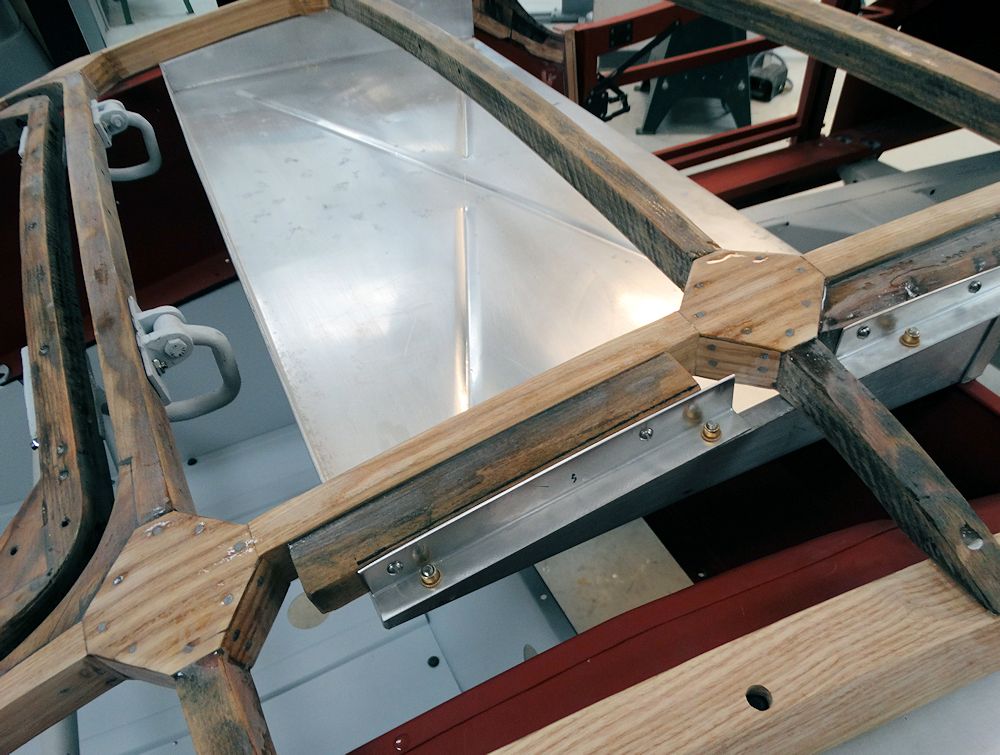
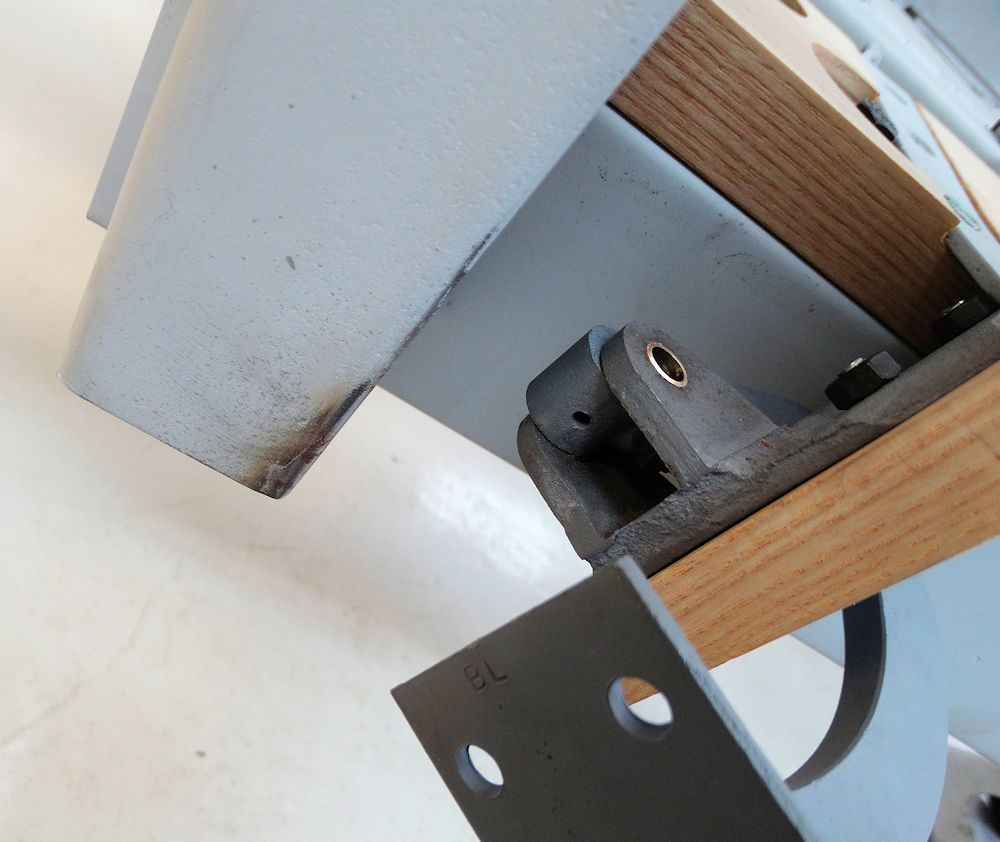
The following sequence of photos show the rear canopy Ash frame sealed with black epoxy. They also show the fitment of the brace which attaches to the beam where the boot lid hinges attach. Without this brace, the boot lid hinge beam would not be strong enough to support the boot lid assembly without deflecting.
We have seen photos of this brace installed in different ways, although the way we have it installed has the smooth side of the brace facing towards the inner skin of the rear canopy, which we feel is the most logical configuration. Furthermore, if the panel was installed the other way around, it would not be possible to install or remove any of the shims, or access the 4 screws which hold the brace and shims in place, without removing the entire aluminum rear canopy skin.
 |
 |
| Underside of rear canopy has been sealed
with epoxy primer |
Note the alloy brace (with 3 circular
holes) that adds strength to the beam for the boot lid hinges |
 |
 |
| The Ash frame has also been sealed in epoxy | Trial fitting the fuel filler box |
 |
 |
| The boot lid hinge beam brace viewed
here from the underside (note shims at top) |
Brace is shimmed so it fits the gap
perfectly and doesn't distort the Ash frame |
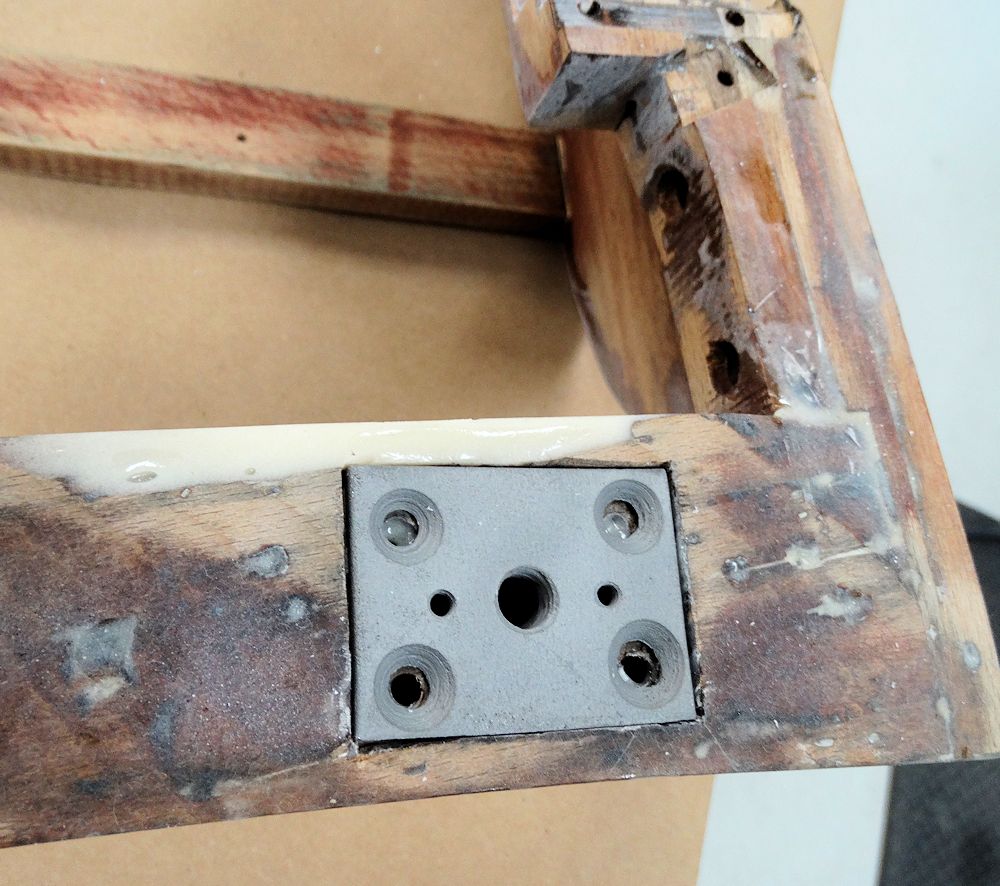
Rebuilding the bonnet latch mechanism, fabricating a replacement panel that joins the front wings beneath the grille and installing the fender edge beading into one of the newly fabricated front wings.
 |
 |
| Disassembling the bonnet latch mechanism |
|
 |
 |
 |
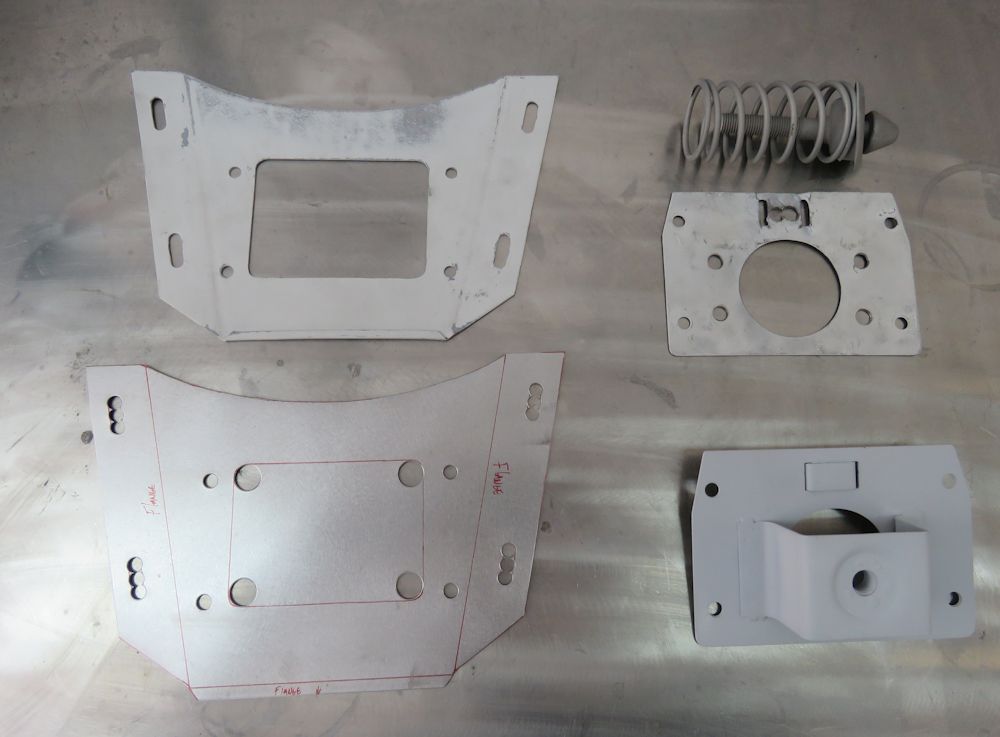 |
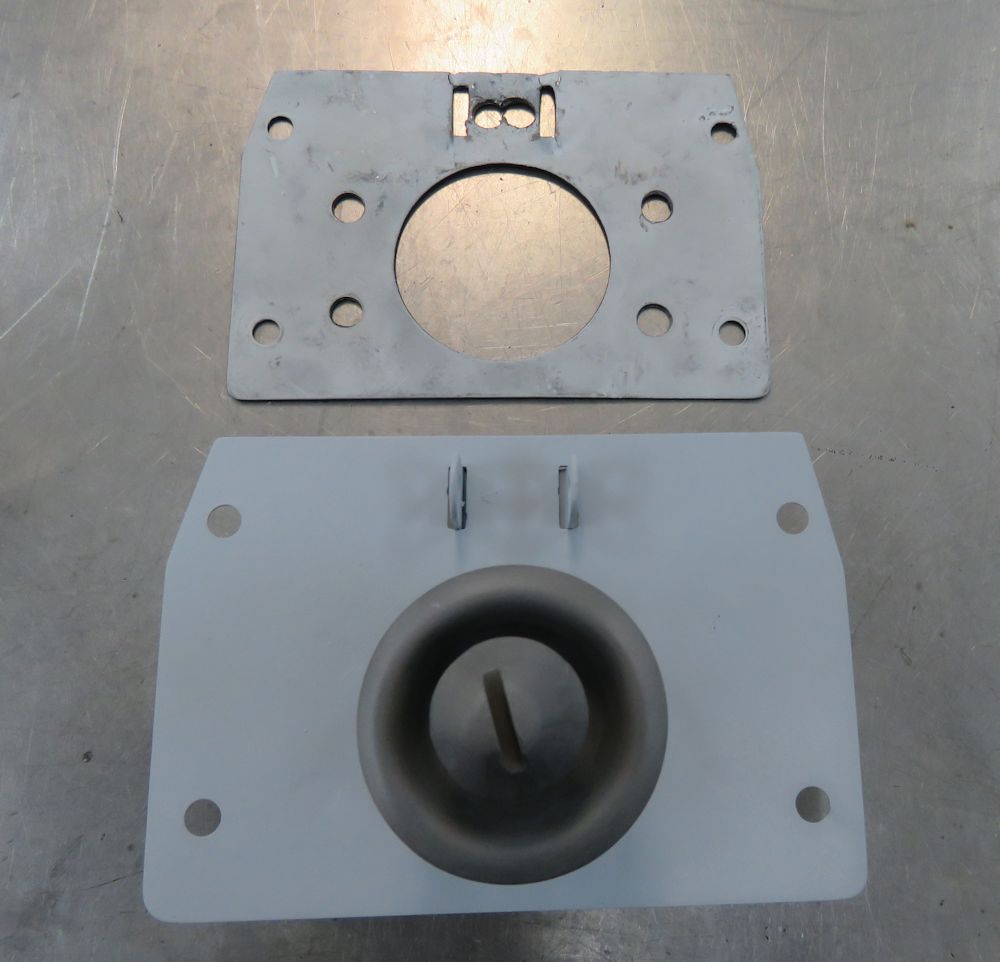
| The original mounting plate (top) did
not center the closed bonnet, so we made a new plate |
|
 |
 |
| The new plate allowed us to position the
bonnet perfectly central when closed |
|
 |
 |
| Trial fitting the panel that joins the
two wings beneath the grille |
|
 |
 |
 |
 |
 |
 |
 |
 |
| The new panel welded to the left hand
wing |
|
 |
 |
 |
 |
| New beading wire for the fender edge |
|
 |
 |
| Jake hammering the edge of the wing over
the new beading wire |
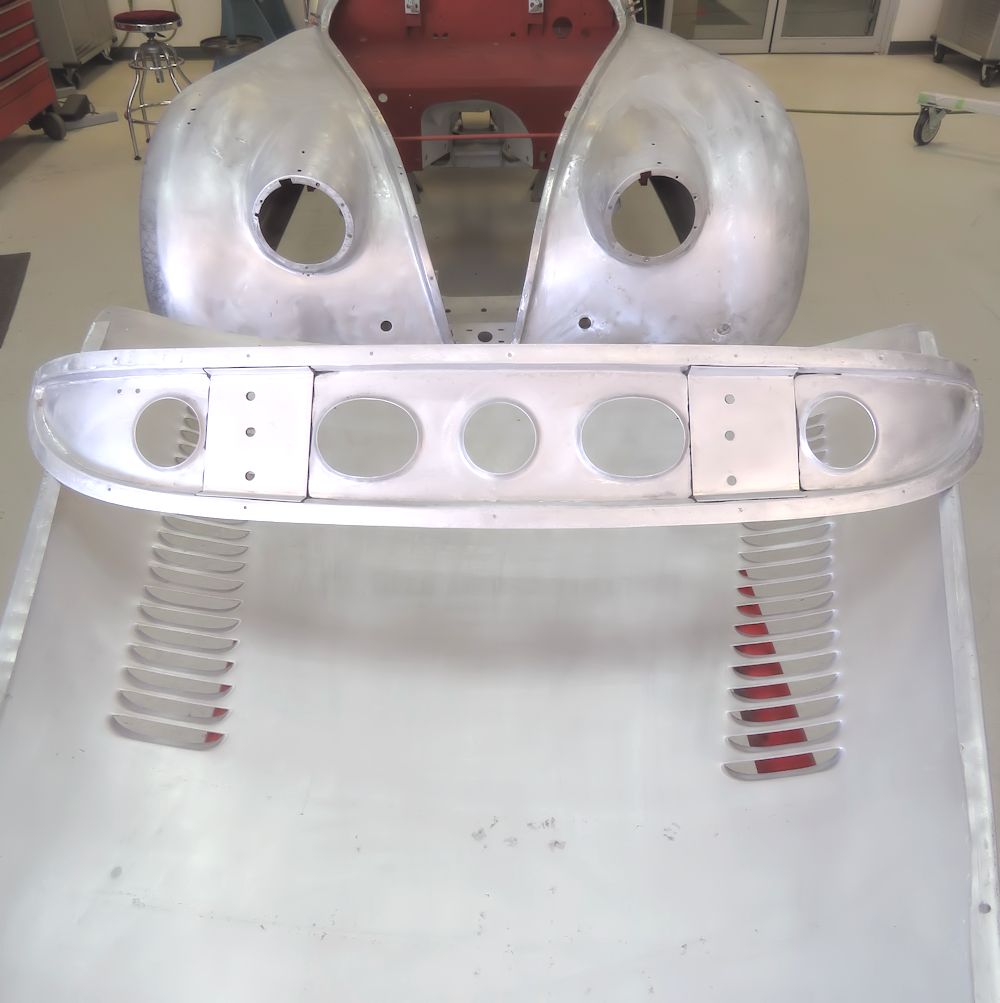
If you look closely at many Jaguar XK120 sports cars, whether alloy or steel bodied, you will see that very often the bonnet is not symmetrical to the sides and beneath the chrome front grille. Our car is no exception, with the width of the alloy panels either side of the grille being significantly different from one another (see photos below). As our goal with this project is perfection, Jake will address and correct these flaws during the process of restoring and trial fitting the grille.
The grille itself is interesting because the early alloy bodied cars had a grille that differed slightly from later production grilles. The 13 folded vanes have a very pronounced 'raised flute' on the leading edge on the early cars, something which gradually disappeared during XK120 production as the manufacturing presses became worn with use. The cast surround and vanes were made of brass which were silver soldered together. Our grille is not in the best of shape, but deserves to be restored rather than simply replaced because of the subtle differences between it and new grilles currently available.
 |
 |
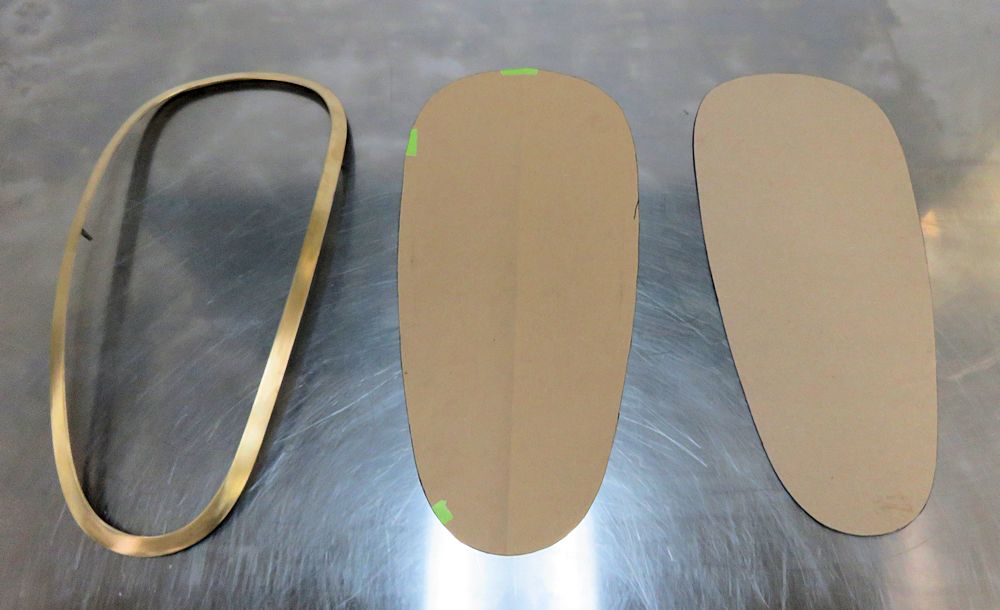
| Original grille will be restored |
13 vertical vanes are silver soldered to the oval surround |
 |
 |
 |
 |
| Look closely and you will see the
pronounced 'raised flute' on the leading edge of the vanes |
|
 |
 |
| Forward section of bonnet was not symmetrical from the factory |
|
 |
 |
| Note differing widths of side panels and also panel beneath the grille |
|
 |
 |
| On left side the side panel is 2cm wide |
More like 1cm wide on the right side |
 |
 |
| Illustrating inconsistent shape of panel
beneath grille opening |
Cast brass surround stripped and straightened |
 |
 |
| Originally there would have been 10
studs to hold grill to bonnet |
Several are missing |
 |
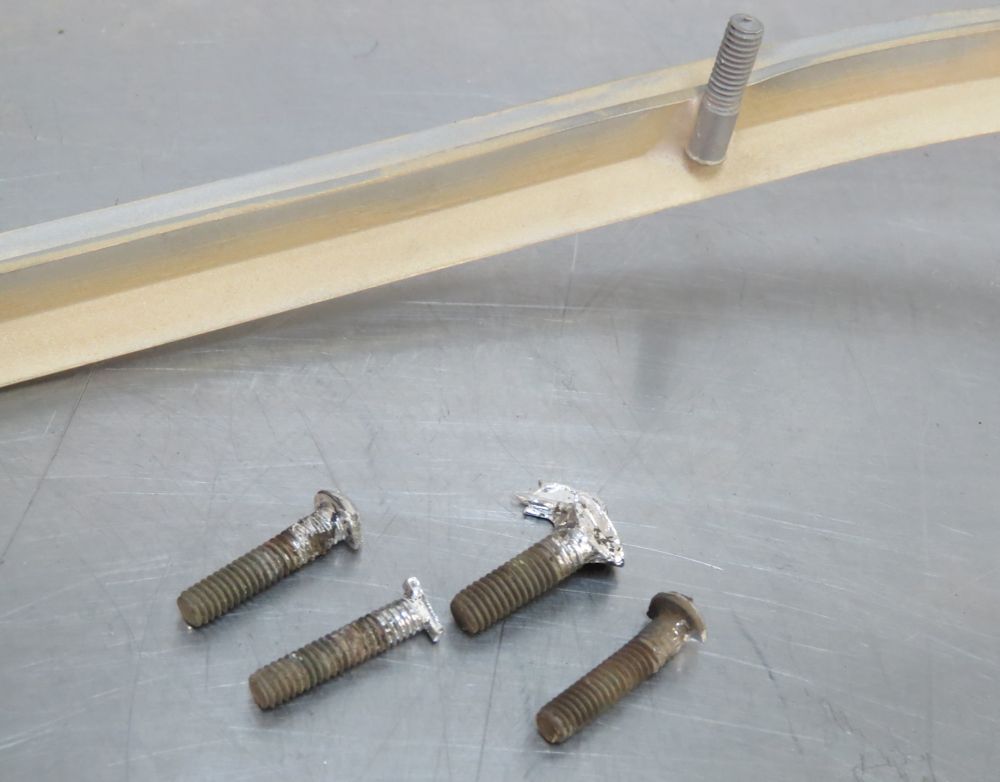 |
| Several different style fasteners have
been substituted for the original studs over the years |
|
 |
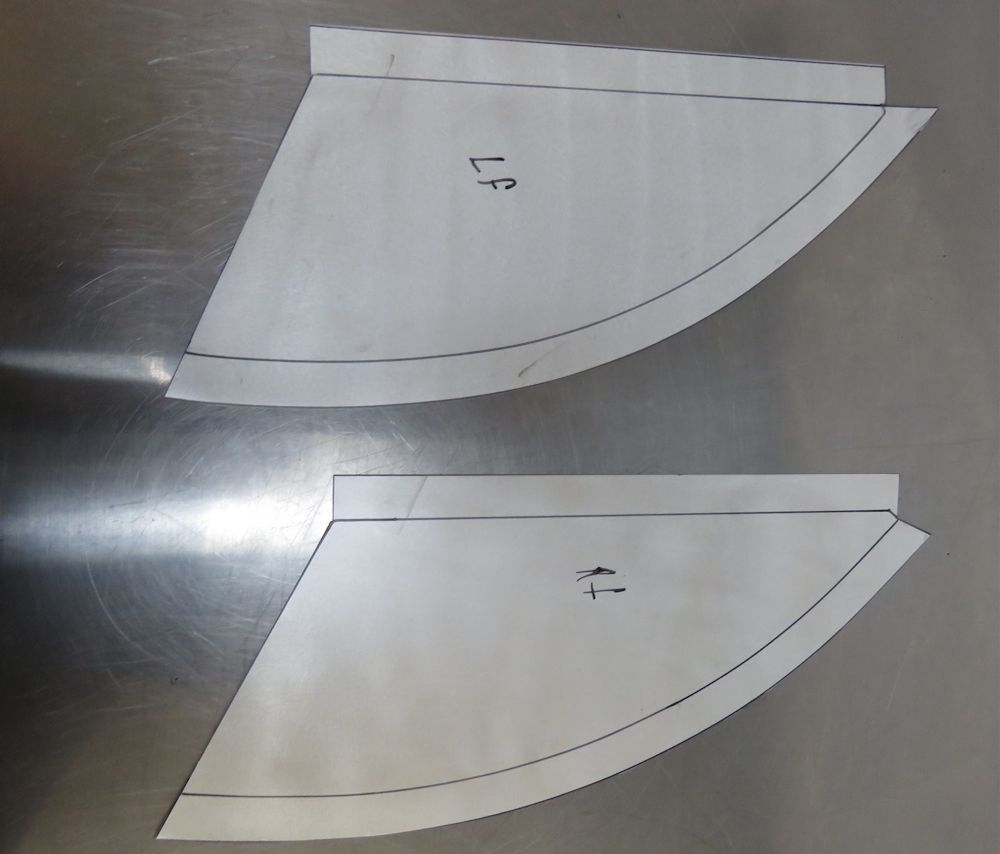 |
| Fabricating new side panels for leading
edge of bonnet grille opening |
|
 |
 |
| Tack welding new side panels in place |
Jake split the nose of the bonnet down
the center line to correct the issues |
 |
 |
 |
 |
| Trial fitting left side of nose |
|
 |
 |
| Two sides now welded together down the center line |
To be continued! |
Jake has now turned his attention to restoring and fitting the bonnet.
 |
 |
| Rear brace also serves as hinge mount |
|
 |
 |
| Preparing to spot weld the rear brace in
position |
|
 |
 |
 |
 |
| Bolting bonnet to bulkhead to begin
fitting process |
|
 |
 |
 |
 |
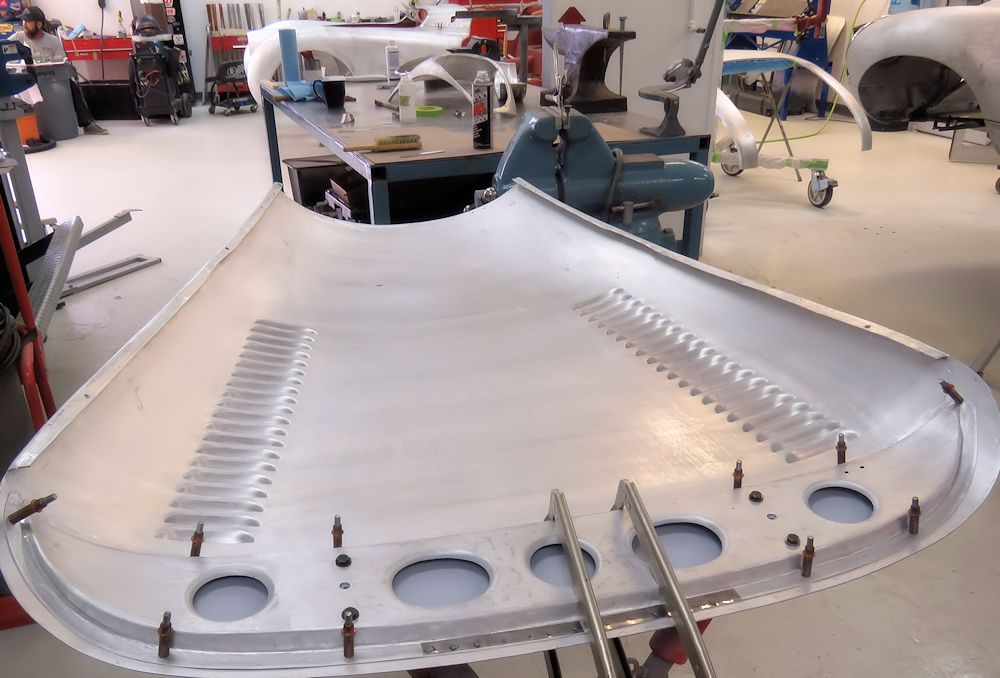
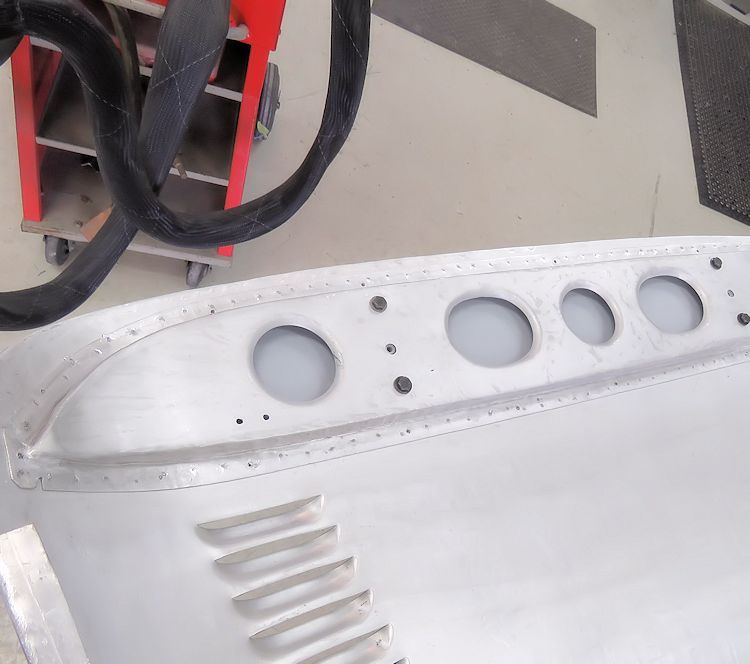
| Several of the alloy cars had bonnet
louvers when new |
To be continued! |
Beautiful hide fitted luggage made for us by Taris Charysyn. Our XK120 interior trim is two tone biscuit and tan, so we decided to do the cases in biscuit hide with tan interior broad cloth. The luggage is stunning quality.
 |
 |
Jake has been busy putting the finishing touches to your right hand front wing...
 |
 |
| Flanging the wheel arch edge on the
Pullmax |
The edge is flanged using several passes
on the Pullmax |
 |
 |
 |
 |
| Flanging the straight bottom edge on the
brake |
|
 |
 |
 |
 |
| Rear edge was flanged on the bead roller |
|
 |
 |
| Rear edge now hammered over |
|
 |
 |
| Marking low spots for further planishing |
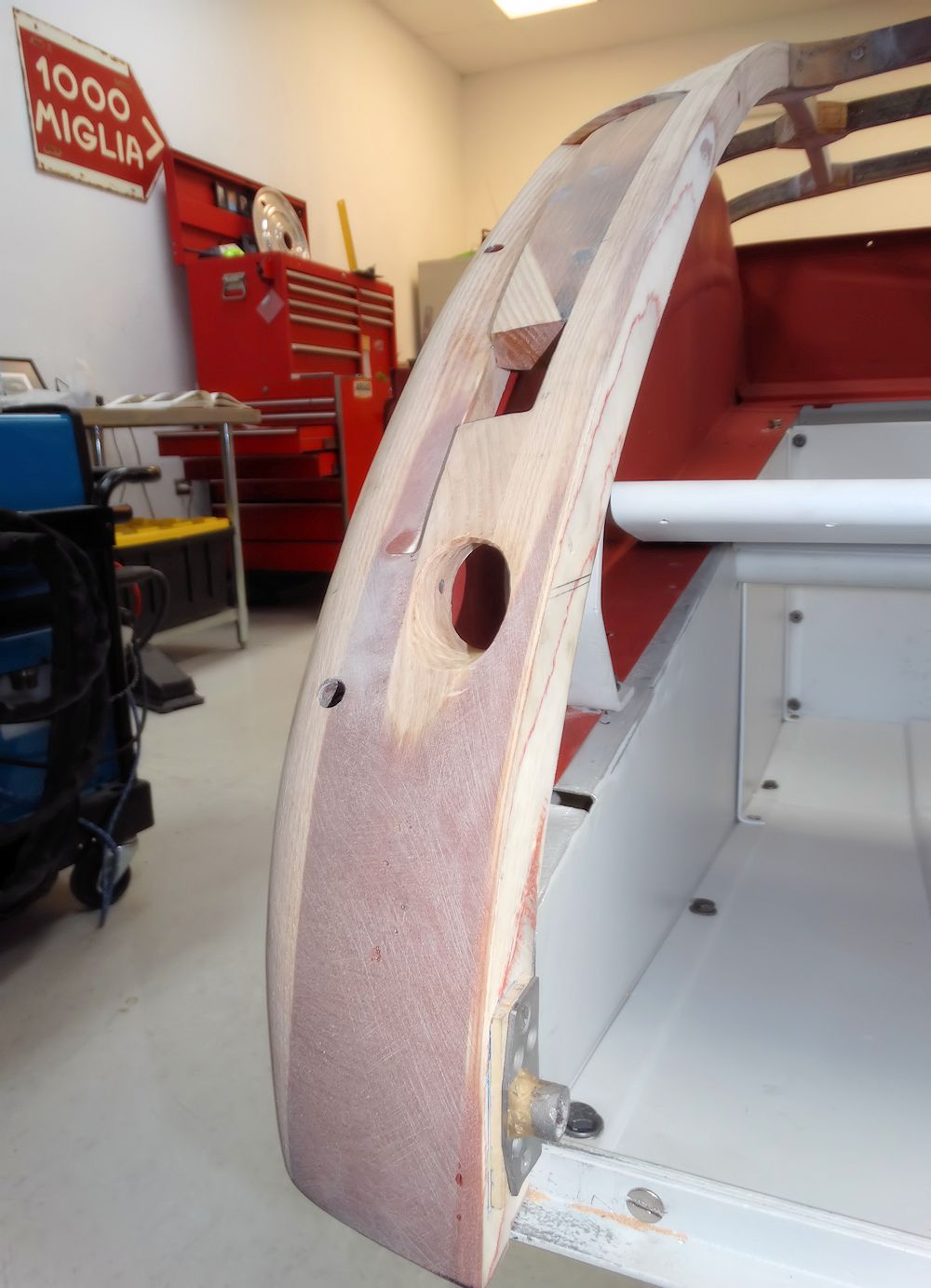
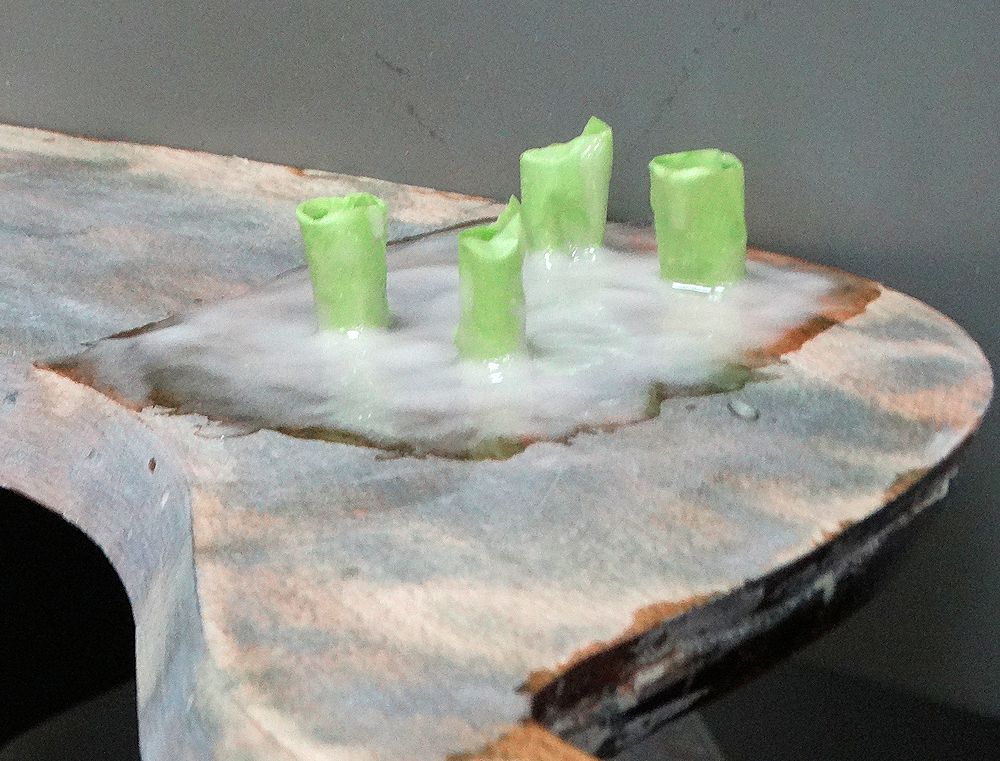
The following photos show the rear wooden frame after Jake sealed it with CPES (Clear Penetrating Epoxy Sealer) from The Rot Doctor. This process really highlighted the new versus old wood, with the latter appearing much darker in the photos below. Once the CPES has been completely absorbed in a few days time, the frame will be sealed with black epoxy primer, as it had been at the factory.
 |
 |
 |
 |
 |
 |
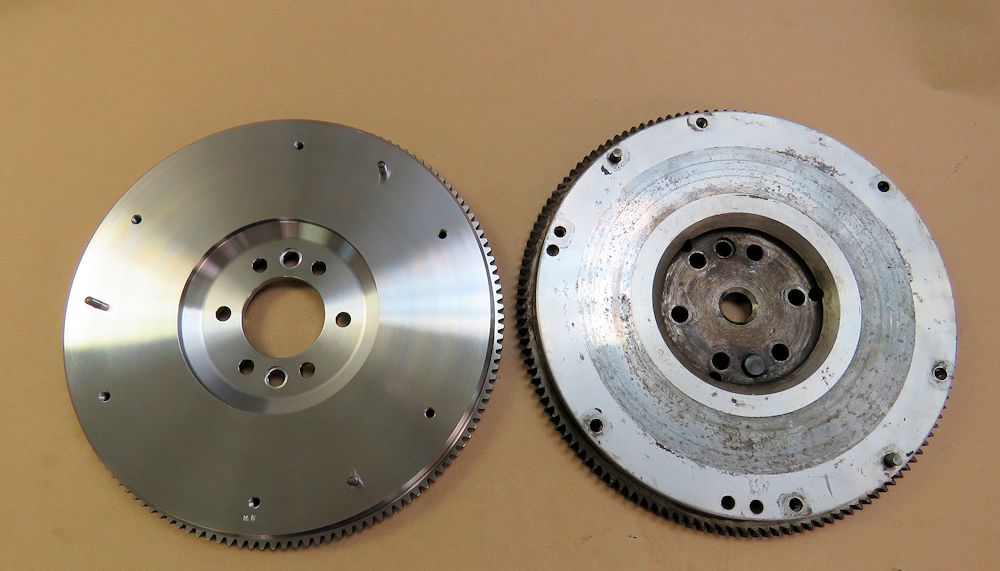
Your flywheel was damaged beyond repair, and new replacements are not available, so we had no choice but to manufacture our own replacement. I am pleased to report that the finished item is a thing of beauty.
 |
 |
| New CJ flywheel side by side with the
original |
We took the opportunity to shave a few
lbs from the original's heft |
 |
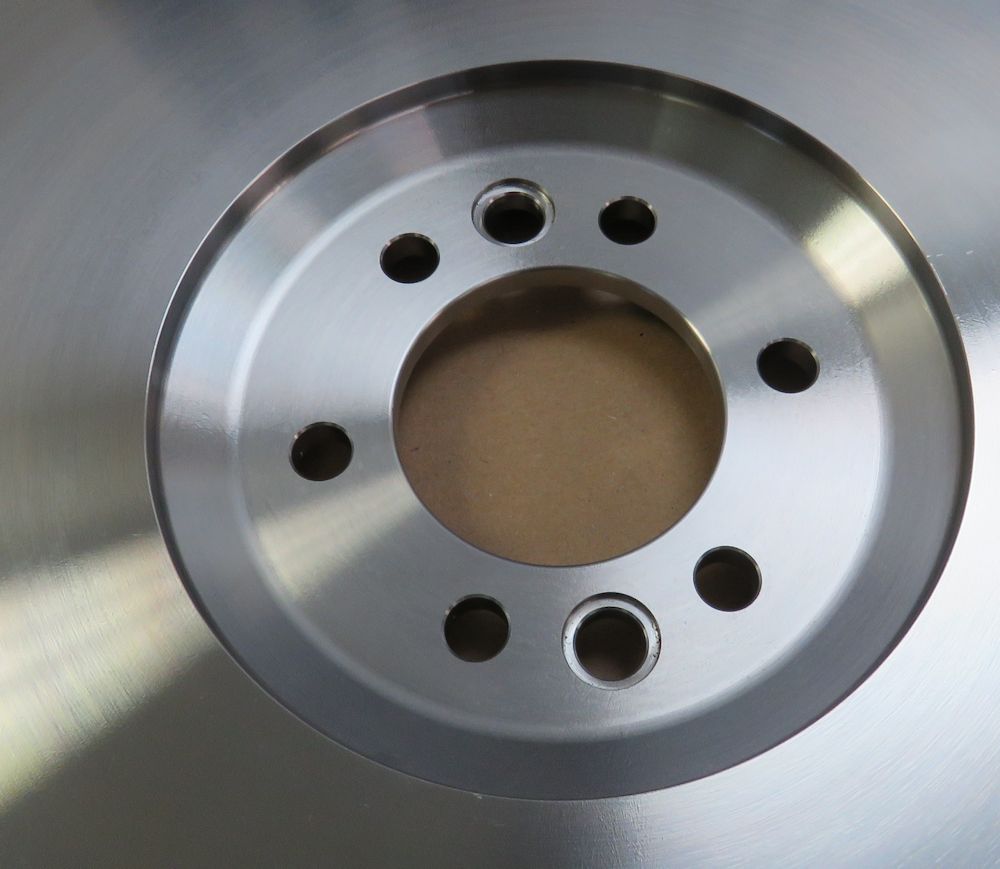 |
| Machine work is absolutely spectacular |
6 bolt pattern unique to very early XK
engine |
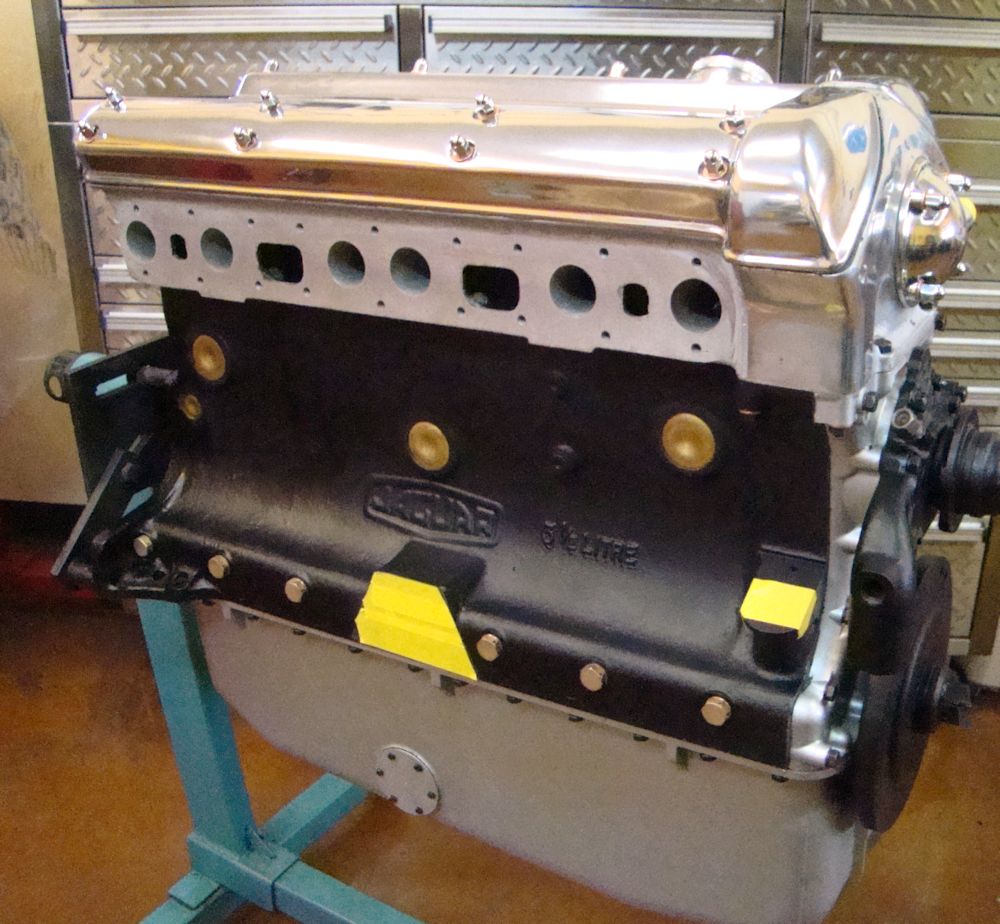
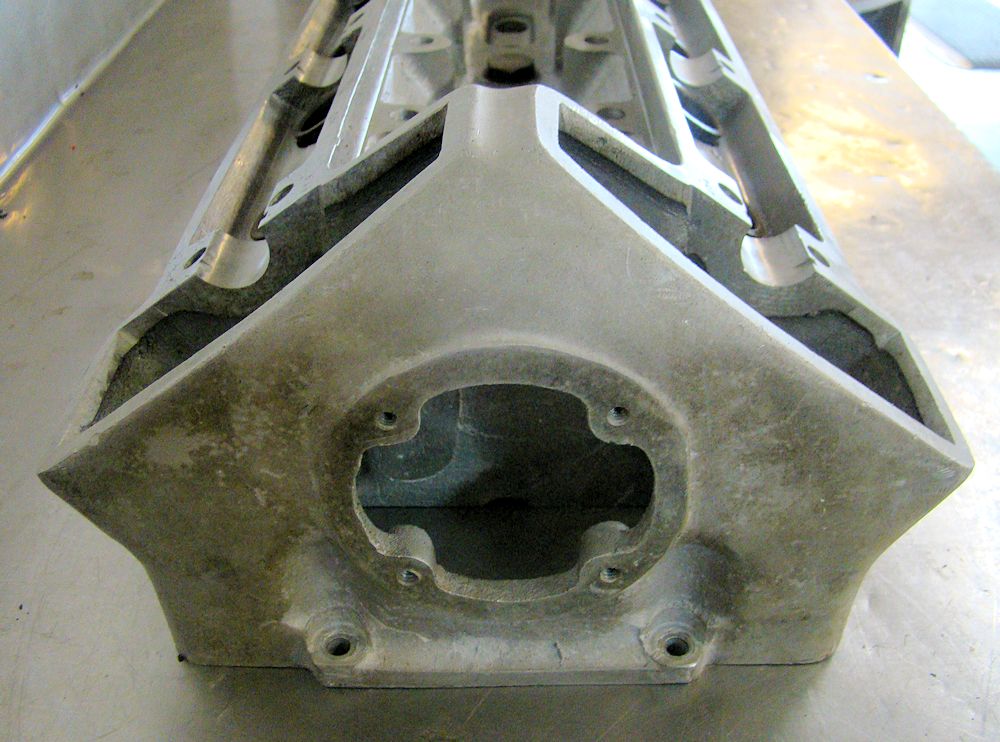
This challenging engine rebuild has now been completed.
 |
 |
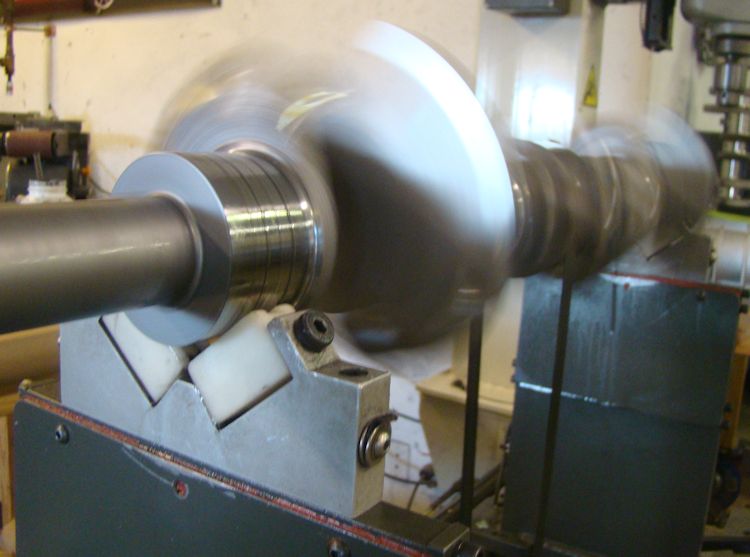
| Crankshaft has been be ground and machined |
Early style crank oil galley plugs are
pressed in, not threaded |
 |
 |
| Weight matching crank plugs prior to
balancing |
Balancing the crankshaft |
 |
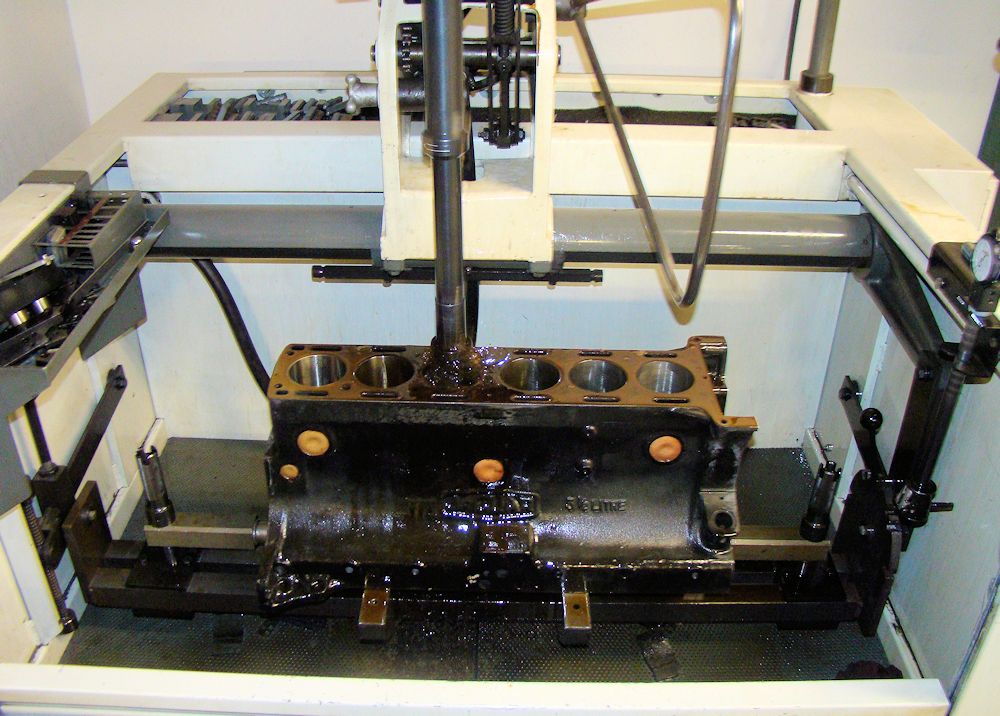 |
| Cylinder hone in progress |
|
 |
 |
| Surfacing the deck after cylinder hone |
|
 |
 |
| Short block assembly |
|
 |
 |
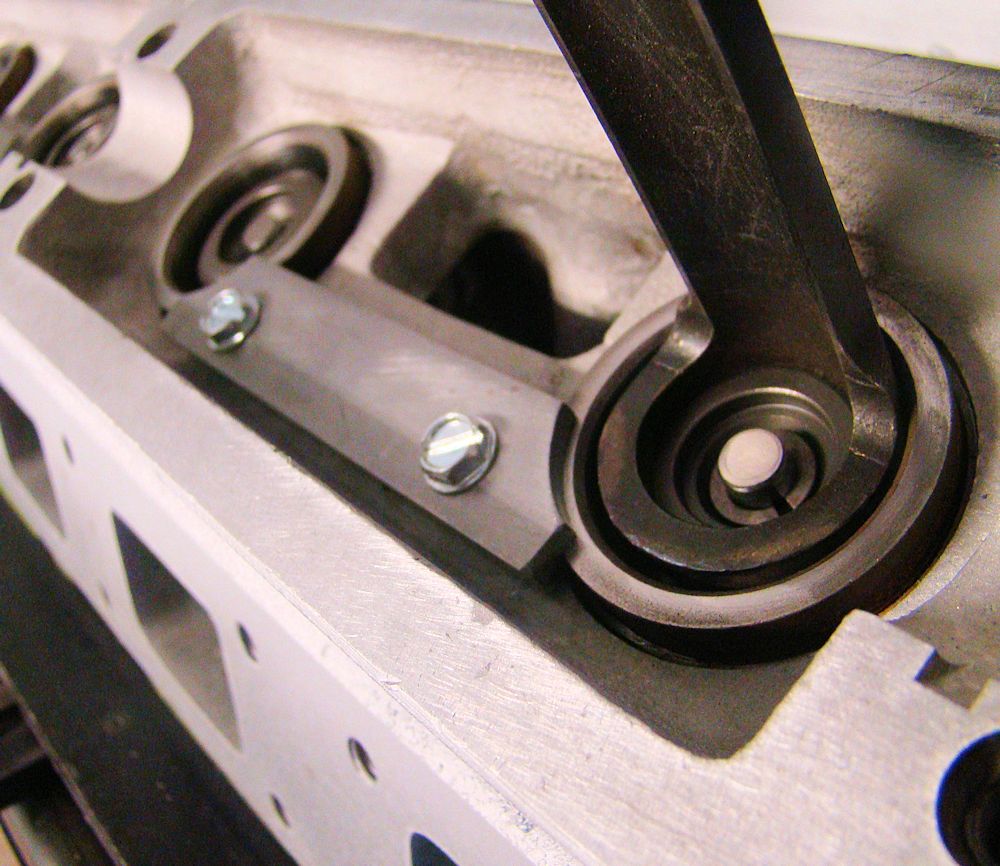
| Assembling the cylinder head |
|
 |
 |
| Note ultra early style head with
siamesed spark plug holes and brass allen water plugs |
|
 |
 |
 |
 |
| Note early style 'smooth' valve covers
with no studs and acorn nuts on timing chain section |
|
 |
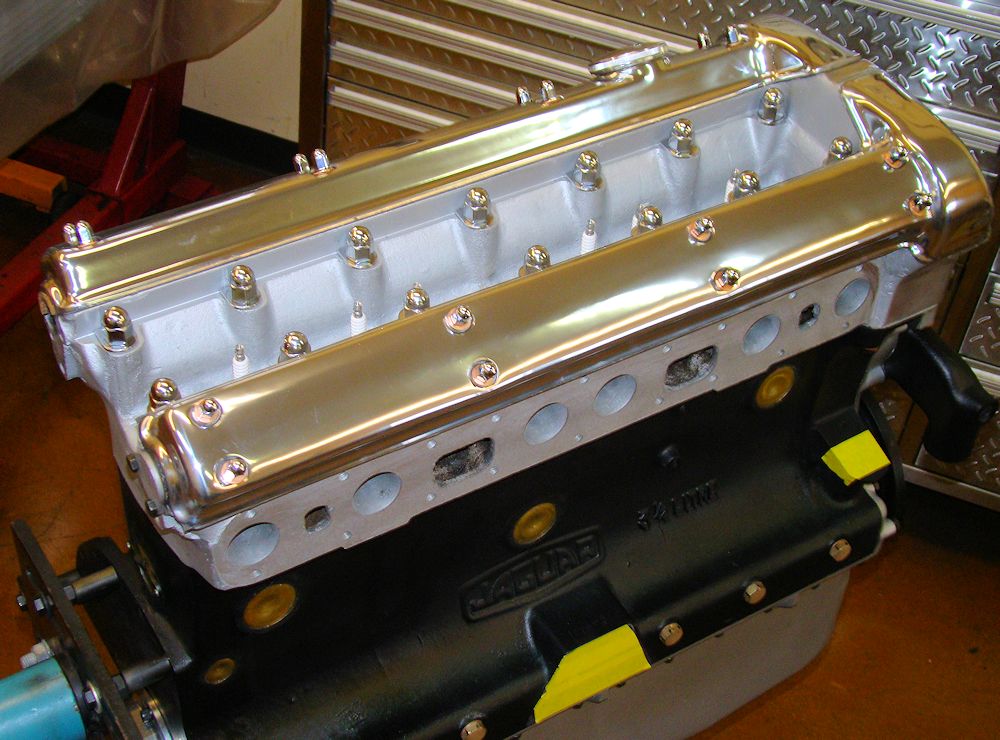 |
| Rebuild and assembly now complete |
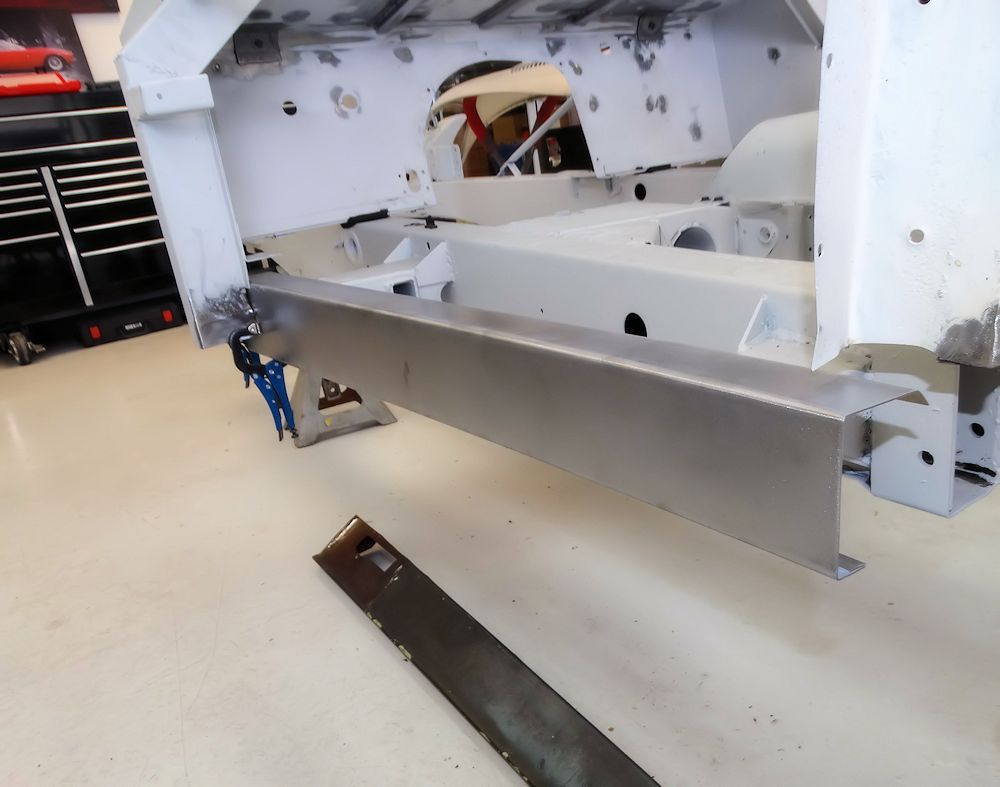
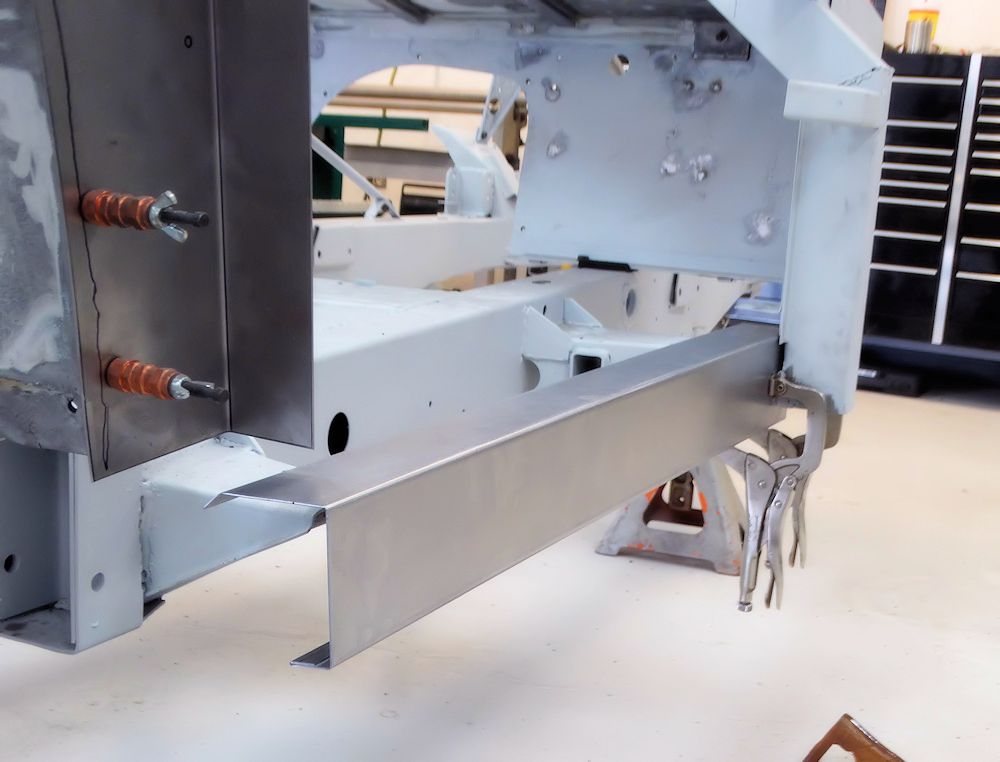
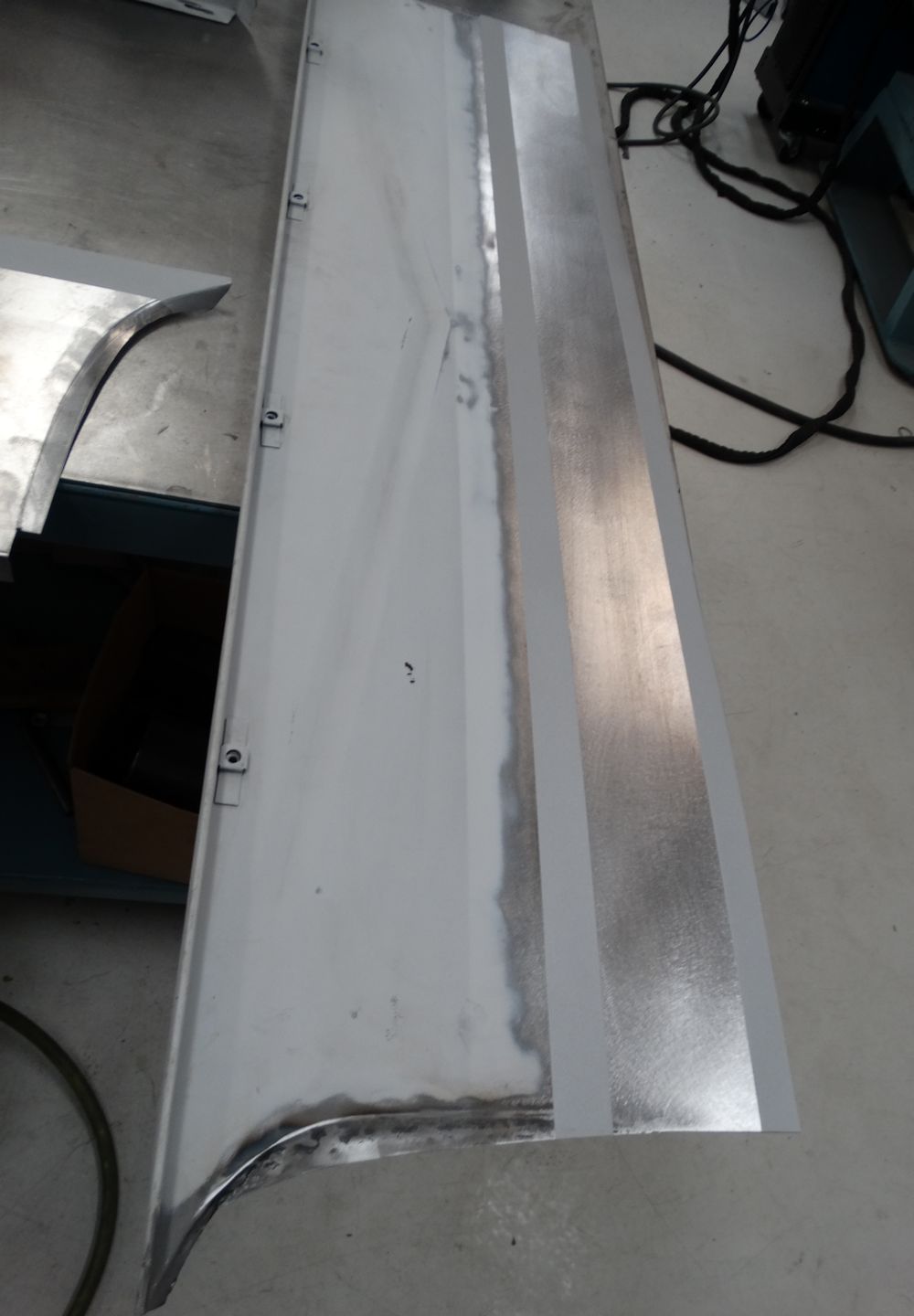
I asked Jake to explain in his own words how he fabricated a new boot lid drip rail. It really is a joy to watch him at work.
The original boot lid drip rail was damaged beyond repair so we had no alternative but to fabricate a replacement panel. This required me making a steel fixture that would allow me to create a 'J' profile that would precisely match the original. In order to do this I used 1" x 3/16" steel cold rolled bar stock. Using a hollowed out anvil, I shaped the strap using blacksmith techniques until I had matched the shape and contour of the boot opening. Once this fixture was made, I then took 0.060" thick 3003 aluminum sheet stock and sheared it into 2 3/8" wide x 40" long sheets. I annealed these sheets to allow for the tight radius bends that would be required around the top corners of the boot lid opening.
Taking the freshly annealed sheets, I broke them in our Mittler Bros sheet metal brake to create an 'L' profile. Taking the 'L' profiles I then shaped them to match the shape and contour of the boot opening. This was done in three sections, comprised of the top and two sides. Once the three sections were formed, the next step was to fit the side sections to the upper section and weld them all together, making one continuous 'L' profile. I then clamped the steel fixture I had made earlier inside the new 'L' profile. Using a rawhide hammer, I then hammered over the inner flange which created the correct 'J' profile that exactly matched the original drip rail and fit the bonnet opening perfectly.
 |
 |
| Original drip rail was damaged beyond
repair |
|
 |
 |
| The decision was made to fabricate a new
drip rail |
Shaping the steel 1" x 3/16" cold rolled
bar stock to match the shape and contour of the boot opening |
 |
 |
| Clamping the steel bar stock in place
during the fabrication process |
|
 |
 |
| Steel fixture now completed |
Note how fixture follows the shape and contours of the opening |
 |
 |
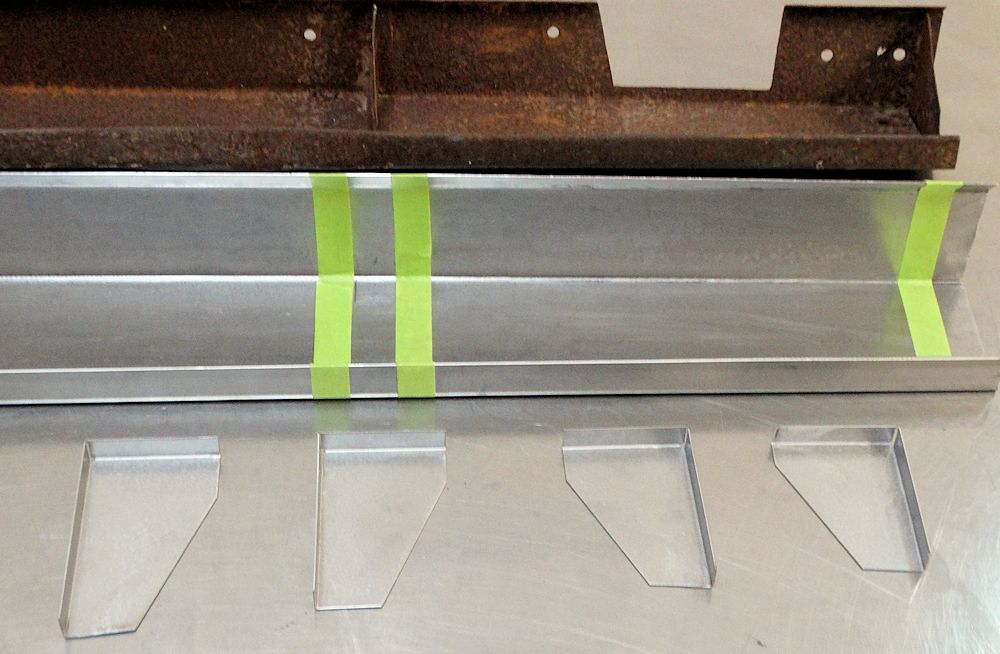
| L profile 3003 aluminum sheet stock
being shaped to fit boot opening |
L profile aluminum sheet now shaped to
the opening |
 |
 |
| Steel fixture now clamped inside the L
profile aluminum |
|
 |
 |
| Another view of the steel fixture in
place inside the L profile aluminum |
Jake hammering over the inner flange to
create the desired J shape |
 |
 |
| Here you can clearly see the steel
fixture being sandwiched inside the new drip rail |
|
 |
 |
| Old and new drip rails side by side |
Job done! |
Jake has now finished fabricating and welding the repair panels for the ends of the rear side panels. He has now turned his attention to fabricating a new drip rail for the boot aperture, which will be the subject of the next update.
 |
 |
| Clamping the RH panel in place for welding |
|
 |
 |
| LH repair panel has already been welded in
place |
|
 |
 |
| After metal finishing the welded seam, the
repairs are invisible |
Both repair panels have now been welded
and metal finished |
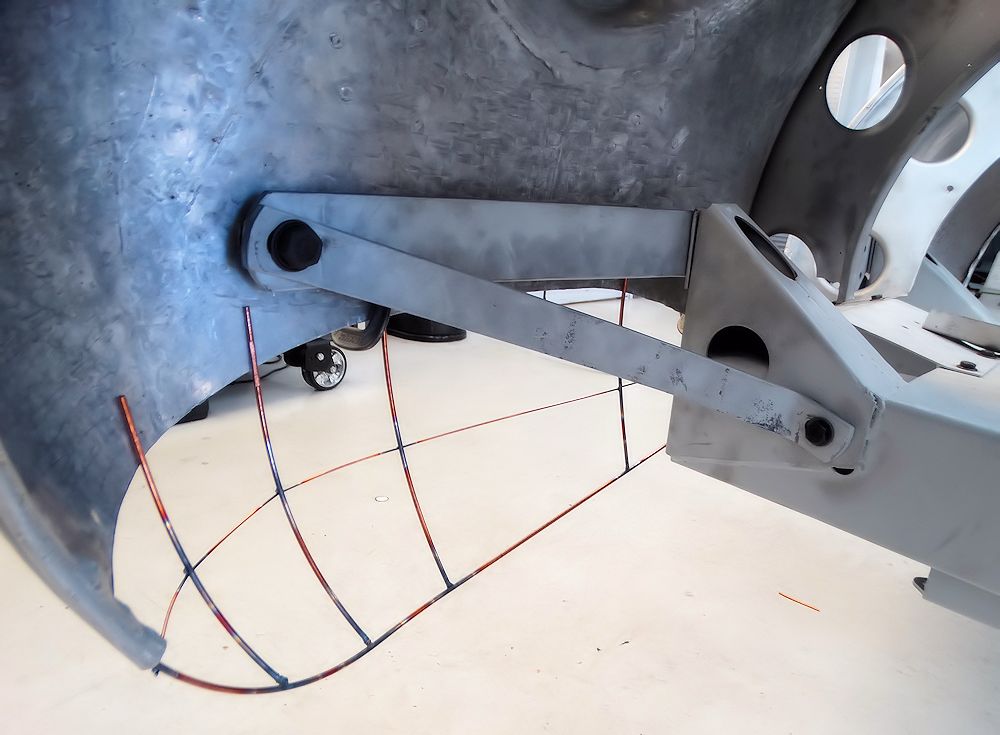
 |
 |
| Front suspension and brakes will need a
bit of a scrub! |
|
 |
 |
| This will be a great 'before' shot once we have everything restored and rebuilt! |
Original Girling lever arm shocks will be
rebuilt |
The first two photos in the following sequence may not look like much, but they are actually cause for much celebration. As you know, we have been chasing internal cracks and porosity issues in this delicate cylinder head casting for several months, and I can finally report that the head has now survived multiple heat cycles and pressure tests, passing them all with flying colors! Getting to this point has involved countless hours hooked up to a TIG welder in the CJ Coachworks, some intensive sonic cleaning, and finally a vacuum impregnation sealing process performed by the casting porosity experts at Baron Industries in Michigan.
In our quest to keep our 120 as original as possible, we went to extraordinary lengths to save the original cylinder head, and I am delighted to say we have been able to achieve our goal.
 |
 |
| Pressure testing in progress |
|
 |
 |
| Honing new valve guides |
Surfacing intake flange |
 |
 |
| Original 'smooth' valve covers repaired
and polished |
Front of head prior to sanding and
polishing |
Rebuild and restoration of the rear axle and ENV (Eaton Number V, London) differential underway.
 |
 |
| Tear down of rear axle underway |
Rear cover is welded to the casing on ENV differential |
 |
 |
| Differential looks like it may have been
recovered from the Titanic |
|
 |
 |
| Ratio and serial numbers stamped on
housing |
Note original brass filler plug and
dipstick |
 |
 |
| Brass dipstick removed from the filler
plug |
|
 |
 |
| Differential unbolted from casing |
Standard 3.64 gearing stamped on crown
wheel |
 |
 |
| Old damage to cover will be repaired |
Drain hole has been added - will be welded
up |
 |
 |
| Scrubbing away decades of dirt and grime
from axle housing |
Note green paint on top side of diff case |
Lots of progress in the Coachworks over the last few weeks..
 |
 |
| Planishing another new alloy panel |
Trial fitting new panel |
 |
 |
| Preparing to weld new panel in place |
|
 |
 |
| Lower extremities of both rear side panels
will be replaced |
|
 |
 |
| Shaping the left hand repair panel on the
wheel |
|
 |
 |
| New panel starting to take shape |
|
 |
 |
 |
 |
| Note early style 6 bolt flywheel |
Flywheel is damaged in several places so
we will make a new one |
Installing rear bumper brackets...
 |
 |
| Drilling holes for bumper bracket pots |
|
 |
 |
| One of the brackets slightly mishapen |
|
 |
 |
| A few minutes on the anvil straightened things out |
|
 |
 |
| Trial fitting straightened bracket |
|
 |
 |
 |
 |
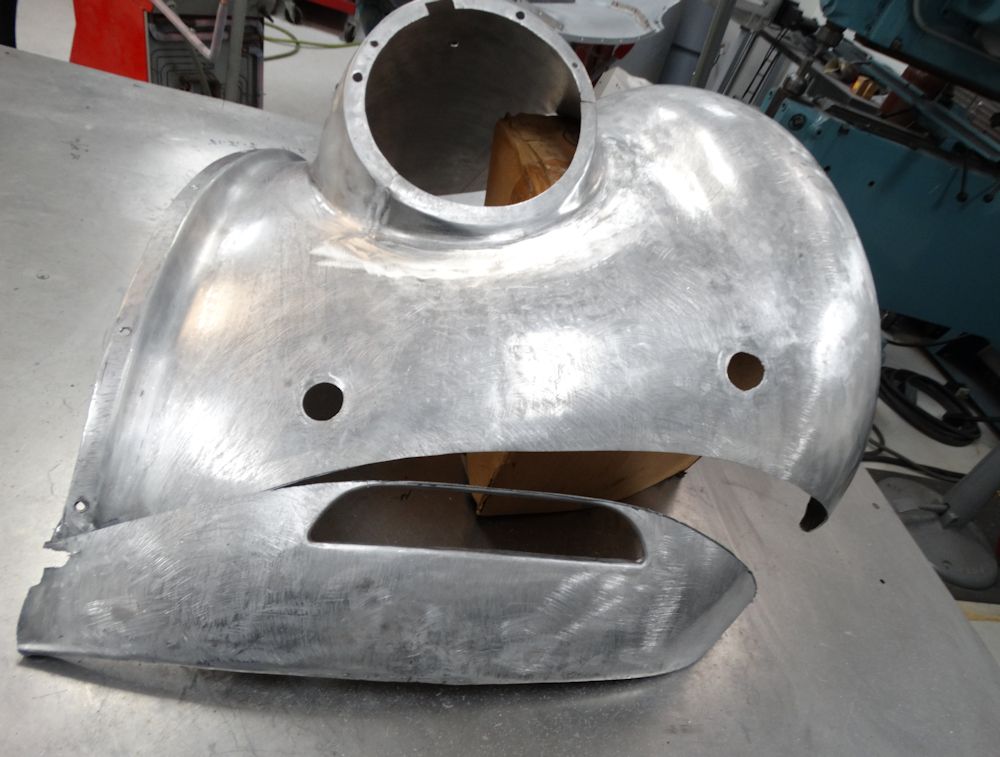
| Trial fitting fuel filler box |
Fuel filler box viewed from beneath |
Jake fabricating and welding a new closing panel for the rear canopy where it meets the driver's door shut face panel.
 |
 |
 |
 |
 |
 |
 |
 |
More progress in the Coachworks...
 |
 |
| The two outer beams will be filled to
provide a smooth foundation for outer alloy panel |
|
 |
 |
| Boot frame now trial fitted complete with latching mechanism |
|
 |
 |
| Note filled and smoothed outer beams |
|
 |
 |
| RH shut face panel also needs slight
modification |
|
 |
 |
| Note how panel now fits neatly against
rocker panel |
|
 |
 |
| Leading edge of rear wing will eventually be
secured against shut face panels |
Putting the finishing touches to the rear canopy and boot lid opening ash framing.
 |
 |
| West System epoxy wood repair |
|
 |
 |
 |
 |
 |
 |
| Prior to sanding |
After sanding |
 |
 |
 |
 |
 |
 |
| Trial fitting boot lid frame |
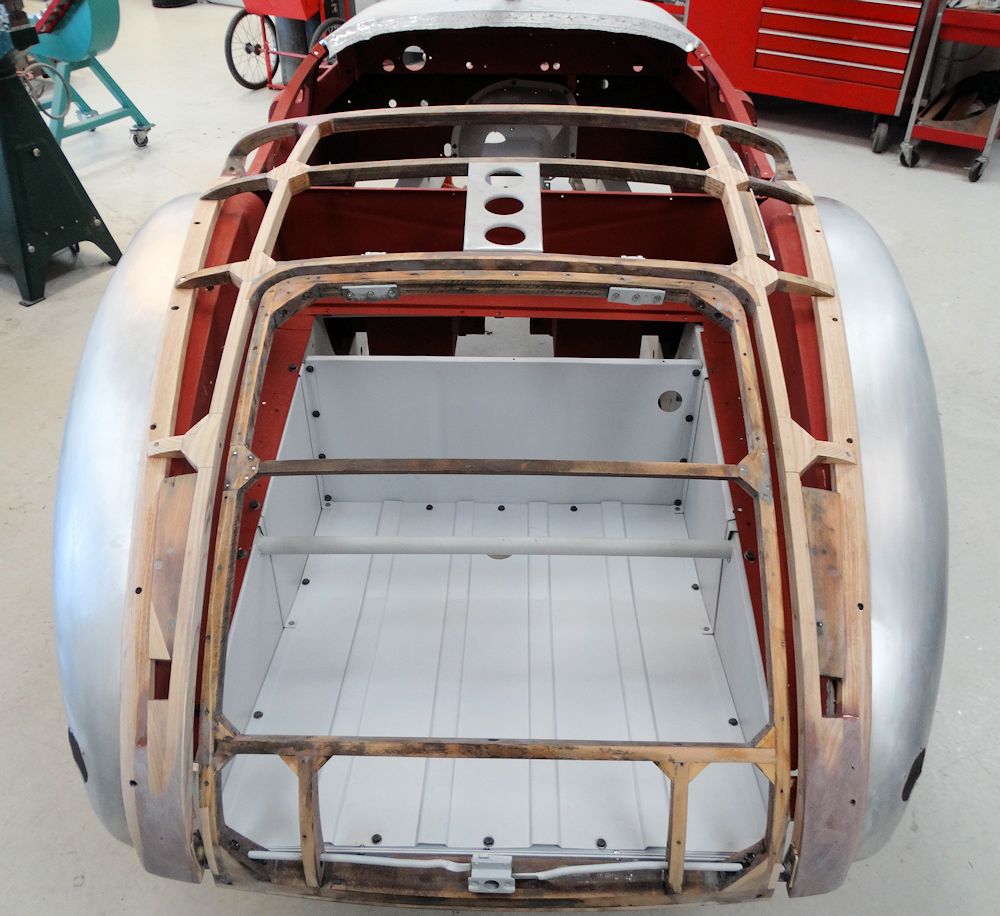
I am delighted to report that Jason (Texas Heritage Woodworks) has now finished the restoration of the Ash framing. The following photos show Jason and Jake doing an initial trial fit of the rear canopy and boot lid frame.
 |
 |
| Jason and Jake performing an initial trial
fit of the rear canopy |
Original wood was retained whenever
possible, although rear canopy needed a lot of new Ash |
 |
 |
| Curved rear wing sections fit beautifully |
|
 |
 |
| Trial fitting upper skin to Ash canopy frame |
|
 |
 |
| Only lower rear edge of boot lid frame
required new wood - rest of frame was very solid |
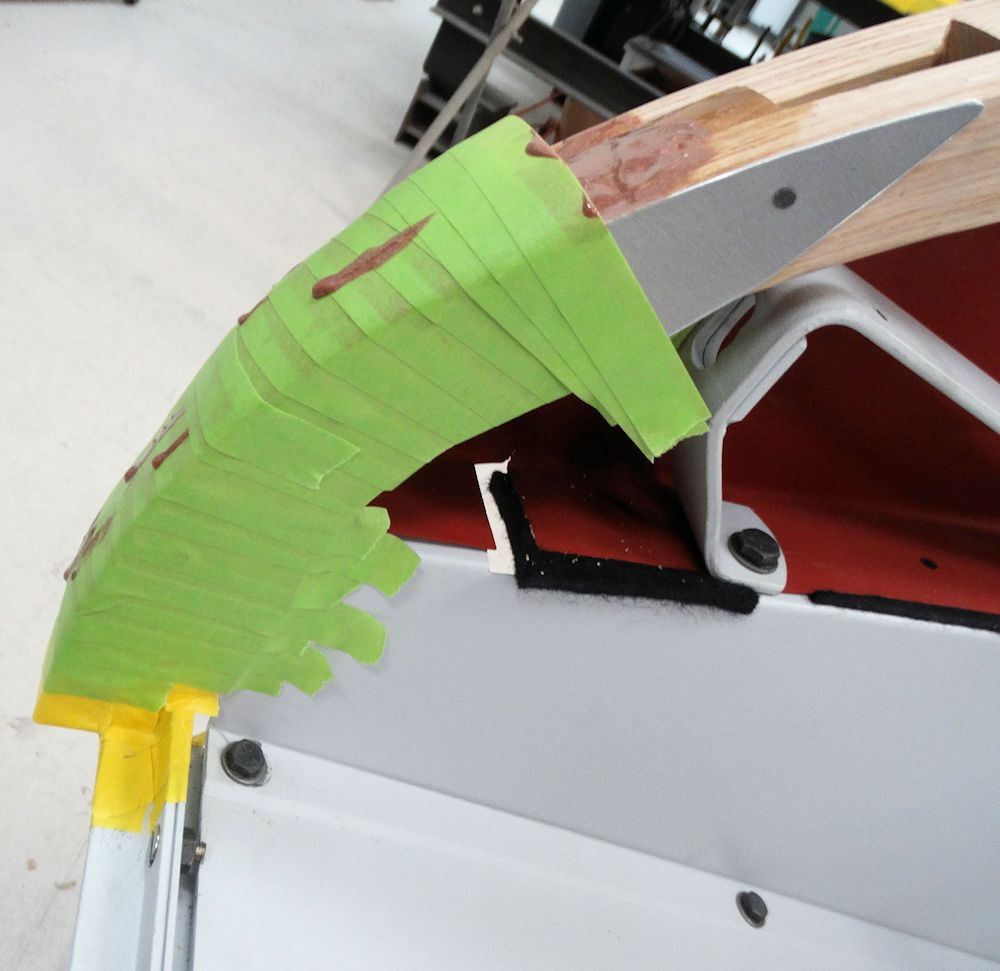
Most of the time, we dictate how our work piece will be held. Simple enough when dealing with flat stock. On something large and complex like this Jaguar XK120 rear body support structure, the work piece dictates how it will be held. There is a curved section along the inside of the outer rail, the bent laminated components I made need to be shaped to fit this curve. The easiest solution I found was to cut several kerfs along this curve, with plans to knock out most of the waste with a chisel afterwards. While this is most definitely not ideal posture for using a handsaw, it works well for a few reasons. First and foremost, my handsaw is in optimum condition. This is my brand new @badaxe6 Bayonet crosscut saw. A thin saw plate and sharp teeth are essential for an awkward cut like this. Secondly, I'm keeping my eye directly in line with the saw back as I use light pressure in the cut. Keeping my eye lined up with the saw back helps me track straight and true through the cut. It took about three minutes to cut 20+ kerfs this way. The end is in sight now, this challenging and amazing project is nearing completion.

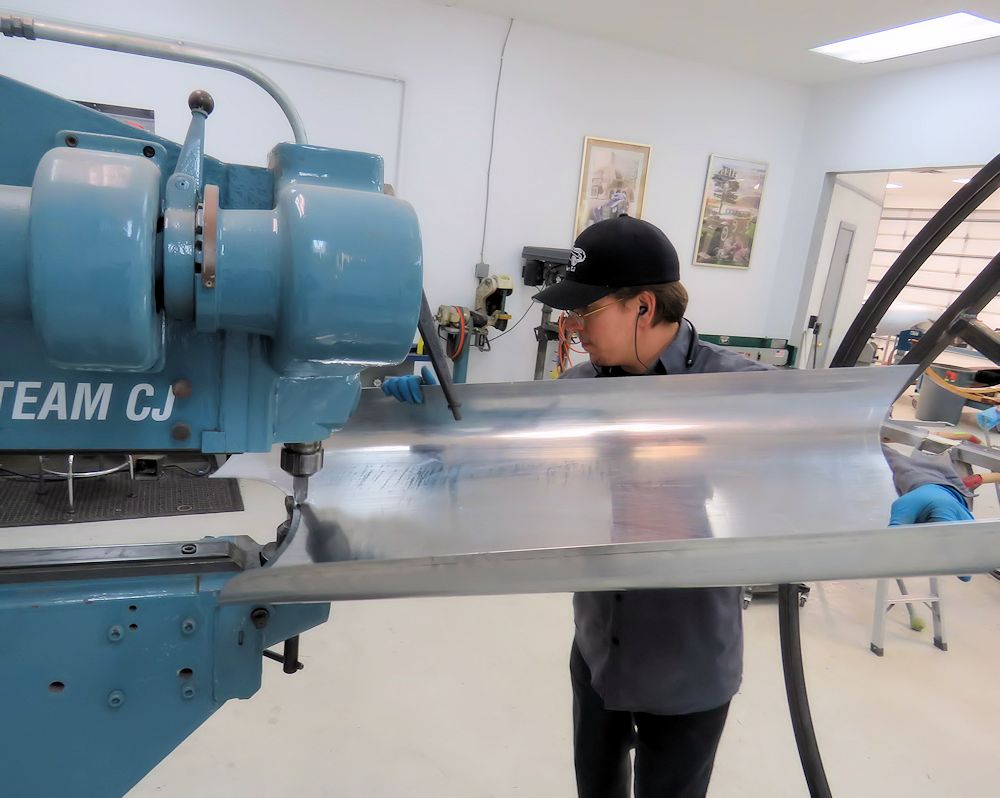
The following sequence of photos show the fabrication of the new left front wing, and in particular the outer flange that will eventually be hammered over a wire beading.
 |
 |
| Working the flange on the Pullmax machine |
Using the bead roller |
 |
 |
| On the metal brake |
|
 |
 |
| New panel tack welded to front section |
This photo shows the flange that will
eventually be hammered over new wire |
 |
 |
| New wing now almost completed |
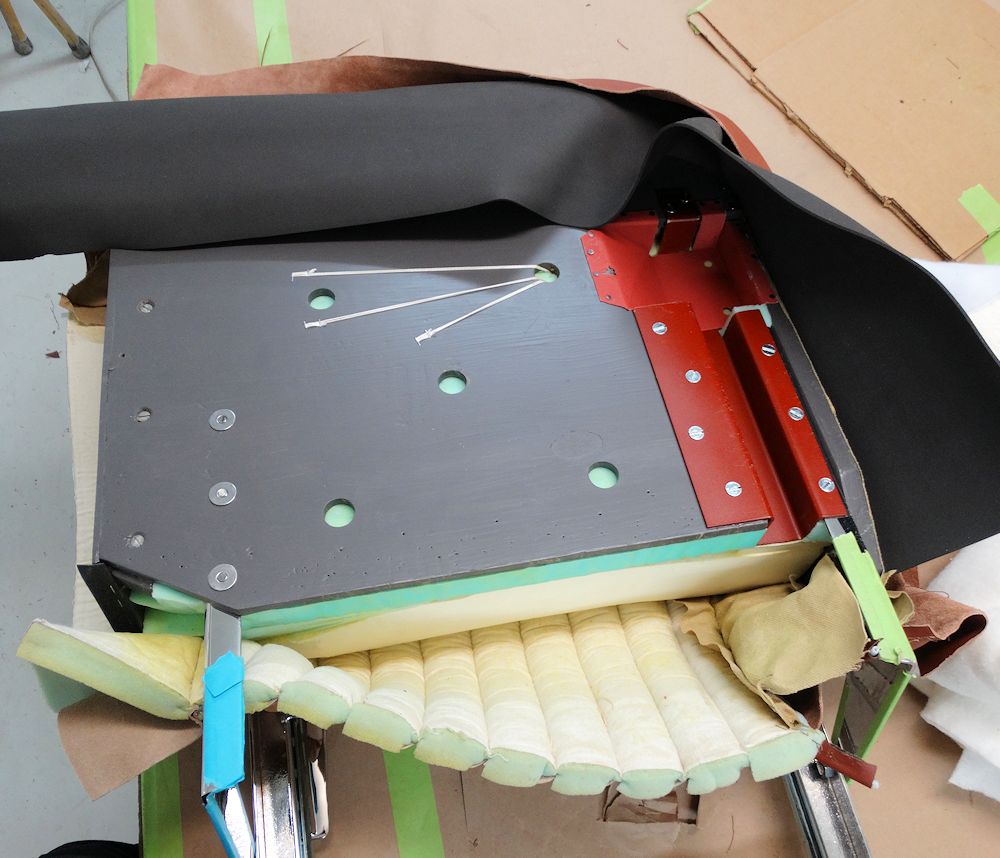
Earlier today Carlos put the finishing touches to your seats...
 |
 |
 |
 |
 |
 |
Lots of progress in the Coachworks and the trim room over the last couple of weeks...
 |
 |
| Working the spare wheel well floor on the English wheel |
Both edges of the spare wheel well floor are
corroded and will be repaired |
 |
 |
| Wheel well side walls also have some
corrosion |
|
 |
 |
| Close up of the electrolysis damage on wheel
well side walls |
|
 |
 |
| Fabricating new side walls |
|
 |
 |
| Trial fitting the new side walls |
|
 |
 |
 |
 |
| Fabricating repair panels for the edges of
the spare wheel well floor |
Offering the new panels in place |
 |
 |
 |
 |
 |
 |
| After metal finishing the welds are
invisible |
|
 |
 |
| Trial fitting the gas tank |
|
 |
 |
 |
 |
| Time to fabricate repair panels for front
section of right hand wing |
|
 |
 |
| Planishing welds |
Shaping the repair panel on the wheel |
 |
 |
| First repair section welded in place |
|
 |
 |
| Trial fitting second repair panel |
Note 3D wire template behind new repair
panels |
 |
 |
| Second repair panel tack welded in position |
|
 |
 |
 |
 |
| Panel beneath the grill is in poor shape |
|
 |
 |
 |
 |
| Marking vent hole for front of right hand
wing |
|
 |
 |
| Carlos and Hector have been busy in the trim
room |
|
 |
 |
| Seat backs starting to take shape |
Seat backs are complicated in their
construction |
 |
 |
 |
 |
| Both seat bottoms have now been trimmed |
Another great update from Jason at Texas Heritage Woodworks.
 |
| It's back to work on the Jaguar
XK120 restoration today. We are now addressing
issues with the rear body support frame. The four main runners (for lack of a better term) are completely rotten at the rear, which is where they are exposed to moisture from the wheel wells. The runners are all bent laminated construction, using Ash like the rest of the wooden components. These four runners provide all of the strength in this structure. Because of this, they will be getting replaced. The connecting pieces in between can all be reused. The first step in all of this is to label each individual component. Some blue painter's tape and a permanent marker work well for me. After everything is labeled, the detailed work begins. Each joint must be thoroughly documented with measurements, photographs, and notes on each section. I don't have another XK120 handy for comparison, my notes and my photos are all I'll have. This is probably the most important step of this entire rebuild process. Once I'm happy with my documentation, I'll begin taking this apart, assessing the condition of each individual piece. Most will just need the old glue scraped off, a few might need some checks and cracks fixed. |
 |
| Here's one of
the close up shots I was talking about earlier on the
Jaguar XK120. This particular joint was photographed from all angles, making sure any important detail was captured. When the time comes to put the entire structure back together, having this photographic breakdown will be very important. |
 |
| Here it is,
fully disassembled. This part actually took around 12
hours to complete. Not one screw was broken and every component that needed to be saved, was. All in all it was a very successful tear down, though a tad longer than I anticipated. My biggest concern up to this point was whether the four runners had identical curves or not. The two outer runners and the two inner runners looked identical. Once I had them separated I was able to lay one on top of the other and verify that the curves are the same. This means that I only need to make two bending forms as opposed to four separate ones. It appears that these were made in the same forms at Jaguar all those years ago. I kind of figured that would be the case, but until I was able to verify it, I couldn't be sure. |
 |
| The bent
lamination forms for the Jaguar XK120 have been
finished and the first dry run was successful. These
3mm thick Ash laminations bend really well. Now that I know the forms are tuned up, I'll cover the faces of each form with clear packing tape so that the plastic resin adhesive doesn't stick. After that, it'll be time for the first glue up. Shop temp is steady at 75 so we are ready to go! |
 |
| Did a test run
with the other bent lamination form, this one is for
the pair of inner runners on the Jaguar XK120 rear support structure. After clamping up all ten 3mm laminations, I check the overall shape against the original piece. It was absolutely spot on. I'll do the glue up in the morning. |
 |
| Plastic resin
glue can be a pain to remove. It's really hard stuff
that's tough on blades. I found my Stanley No. 80 cabinet scraper to be the best tool for this job. The thicker @hocktools blade holds an edge well and is quick and easy to resharpen. |
 |
| Here are the
four bent lamination pieces, two of each shape. They
have had all of the squeeze out removed and have been inspected, looks like all of the seams are nice and tight. I'm very happy with how each of these turned out. Now I'll let them sit in the shop for a few days before tackling the joinery and final shaping. This was a big step in this Jaguar XK120 project. Can't wait to start the final stages! |
 |
| Today I'm back to work on the Jaguar
XK120 rear frame, starting the process of
transferring layout points from the original pieces to their replacements. Here I have both inner runners and one of the originals stacked on top of each other, being very careful to match up the curves before securing them all down with holdfasts. Once they are held down, I can start transferring points. |
Assembling the firewall, sills and door frames...
 |
 |
| Securing the firewall in place on the
chassis |
Ash sill covers bolted in place over steel rocker panels |
 |
 |
| Preparing to assemble door latch mechanism |
|
 |
 |
 |
 |
 |
 |
| Driver's door frame bolted in position |
|
 |
 |
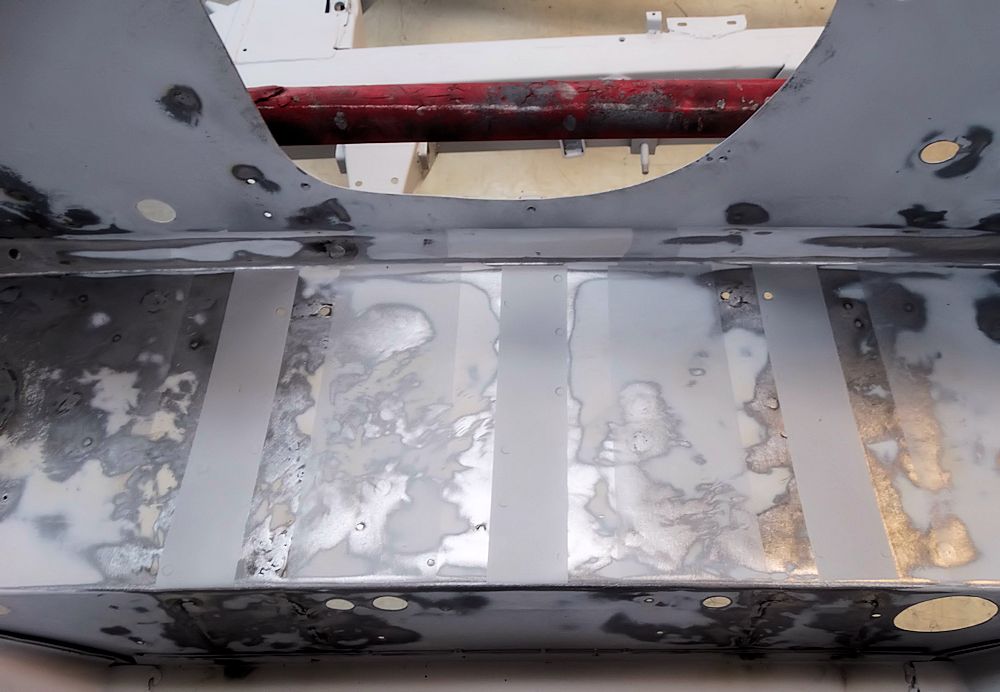
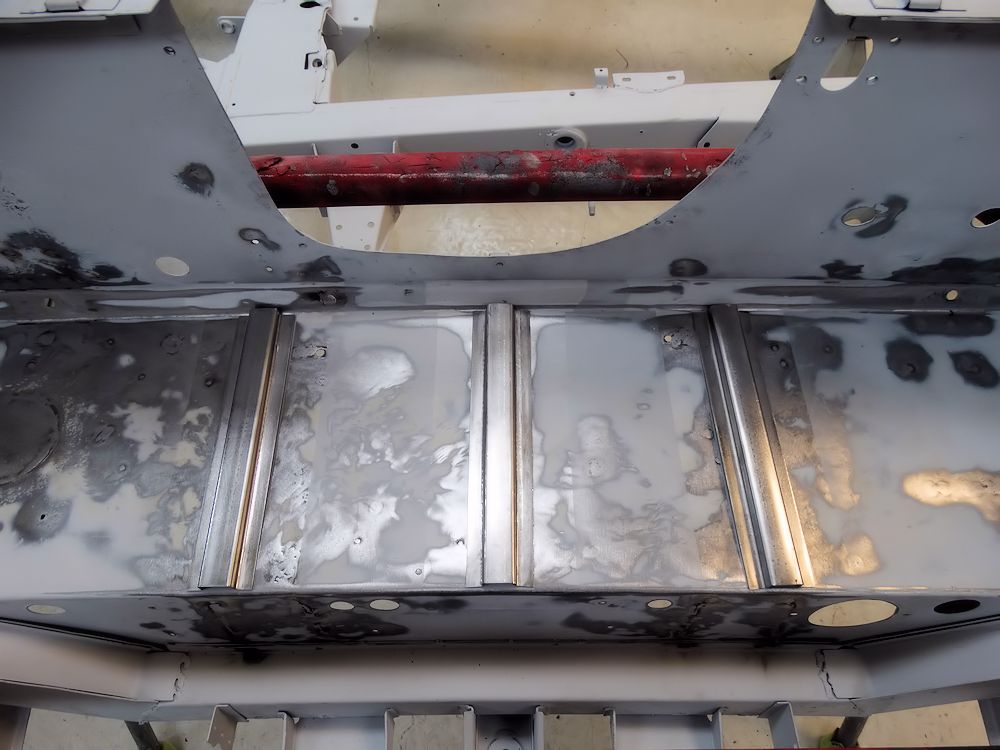
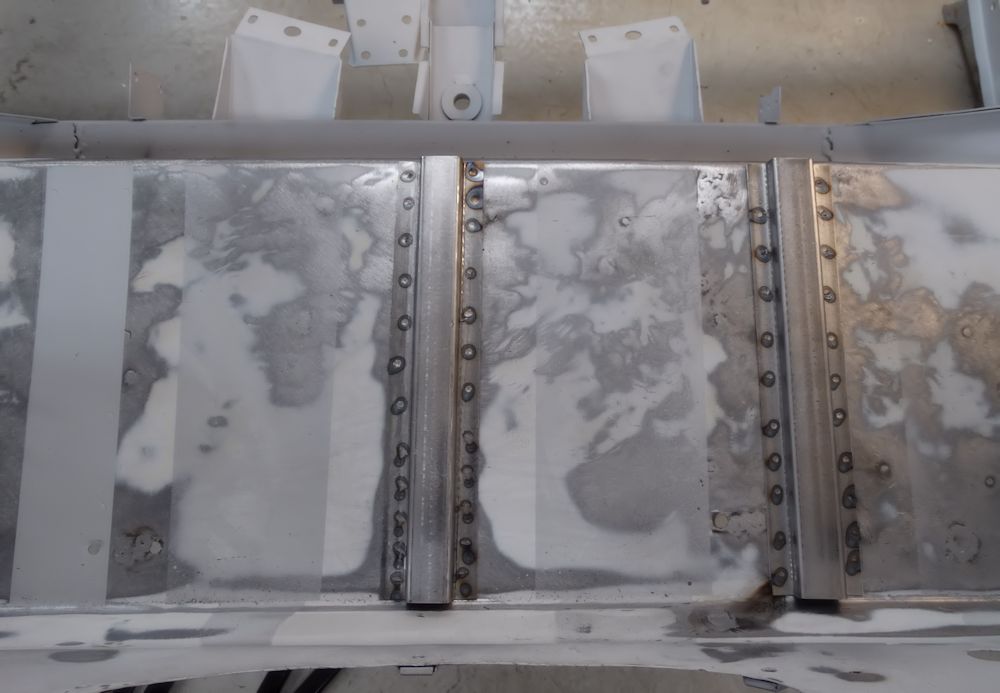
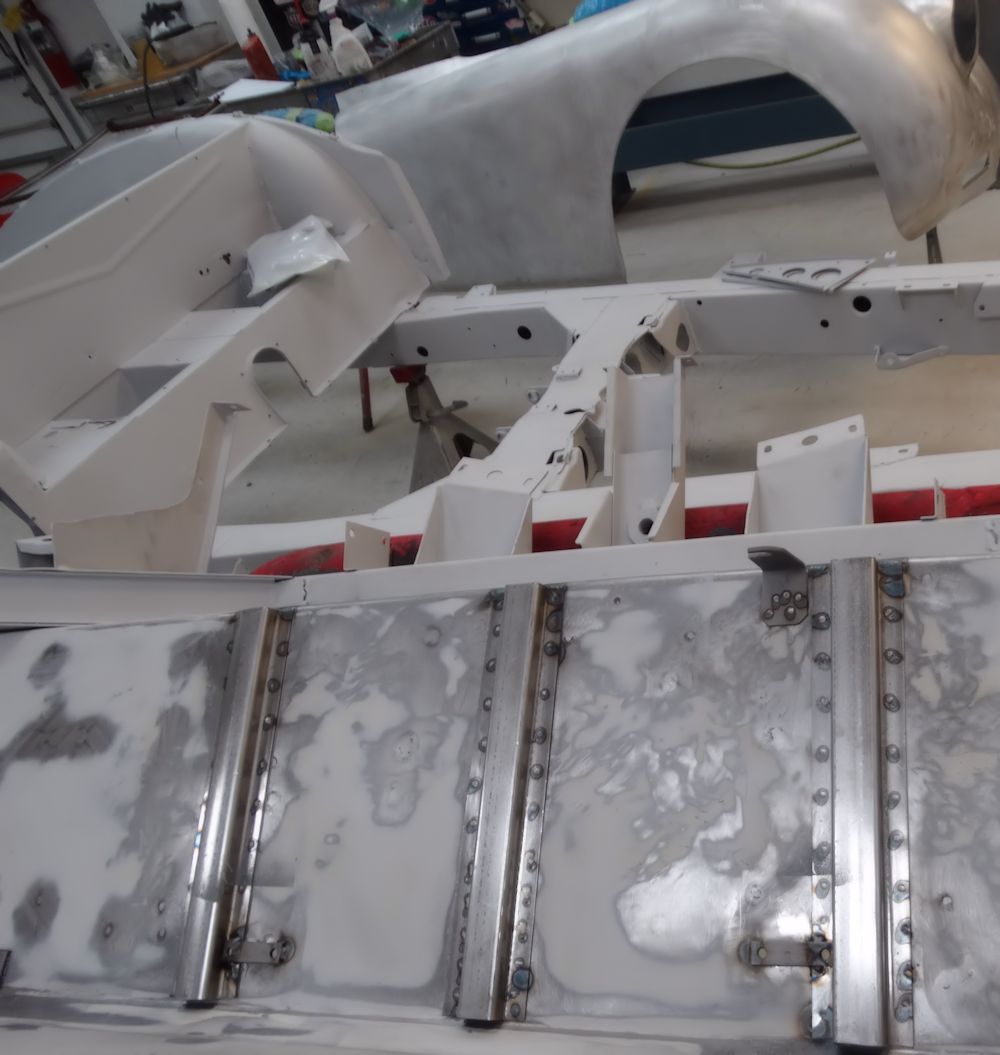
Various restored ash, aluminum and steel items sealed with Spies Hecker Priomat 'red oxide' primer.
 |
 |
| Ash sill top covers |
Door frames |
 |
 |
| Driveshaft tunnel |
|
 |
 |
| Top cowl panel |
|
 |
 |
| A post panels |
Front wing support brackets |
 |
 |
 |
 |
| Front bulkhead and rocker panels |
The following sequence of photographs show the restoration of the wooden door frames. In our efforts to retain as much of the original car as possible, we decided to repair the original door frames, rather than simply replace them. Our friend Jason Thigpen at Texas Heritage Woodworks replaced the lower section of the frames with new seasoned Ash, but the rest of the frame was deemed salvageable.
Jake has been using West System 105 epoxy resin filler to repair and re-shape damaged areas, and Kwik Poly epoxy filler to fill the smaller imperfections and nail holes. The wooden door frames were originally painted black at the factory. Once we do the same, our repaired frames will look absolutely brand new.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |

Jake has finished trimming and trial fitting the new Ash panels and rebuilt door hinges. He has also begun fabricating the new left hand wing repair panel. The Ash has been sealed with a special epoxy, and will eventually be painted black, as it was when the car was new.
 |
 |
| Note bronze bushings pressed into the old cast iron hinges |
|
 |
 |
| Machined stainless steel hinge pin |
|
 |
 |
| All four hinges now have zero play and are operating perfectly |
|
 |
 |
| Trial fitting inner left front wing |
|
 |
 |
 |
 |
 |
 |
| The majority of the front left wing will be
fabricated |
|
 |
 |
 |
 |
 |
 |
| Wood is sealed with Smith's two part epoxy |
Jake sealing one of the door pillars and
sill panels |
 |
 |
| Wood will eventually be painted black |
Welding two parts of LH wing back together |
 |
 |
| After metal finishing, the welded seam is
invisble |
|
 |
 |
| Repair panel taking shape |
|
 |
 |
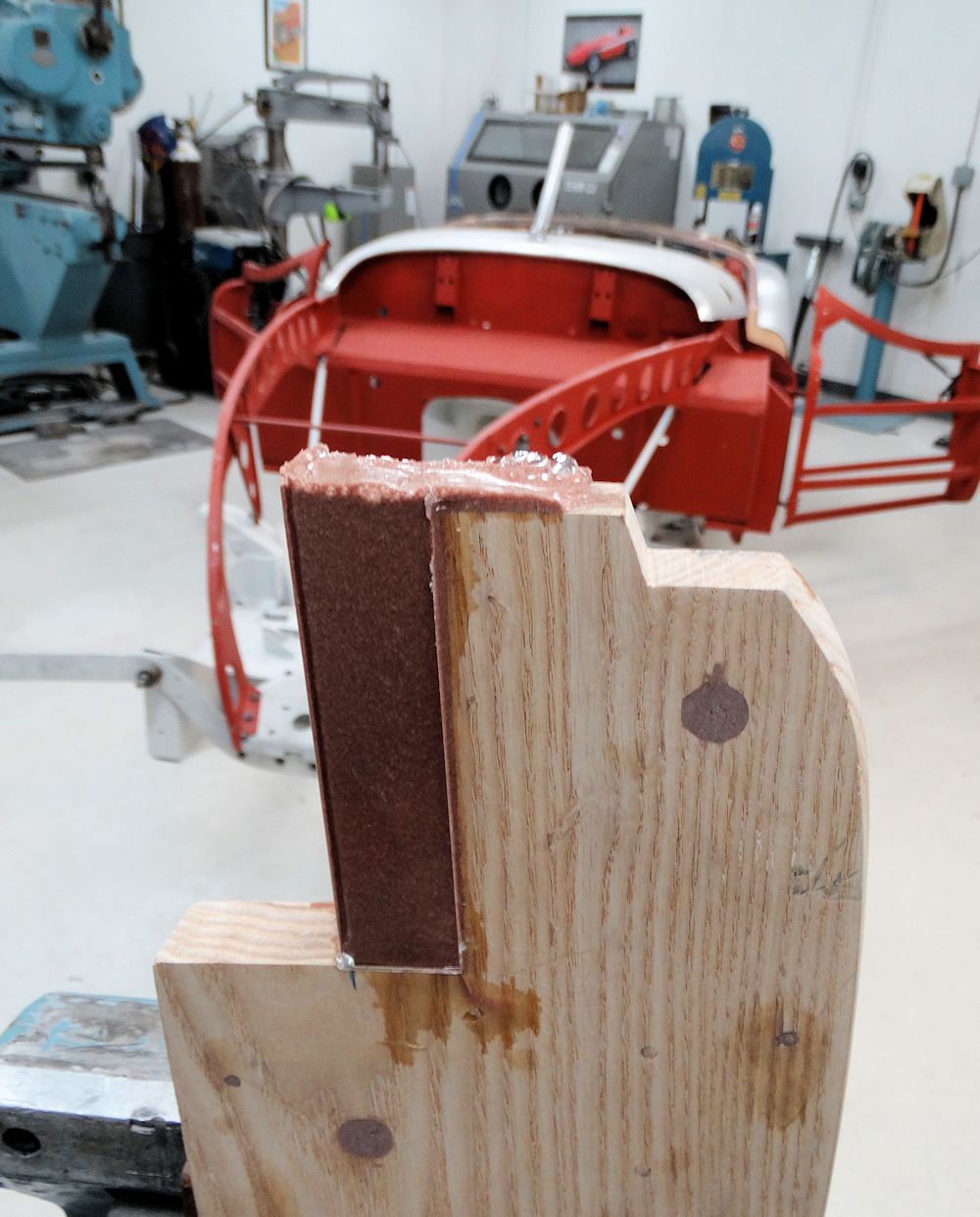
| Important that the lower edge of the front
wing, door and rear wing form a straight line |
The top edge of the rule will be the body
line |
 |
 |
| Welding the front wing repair panel in place |
|
 |
 |
| To be continued... |
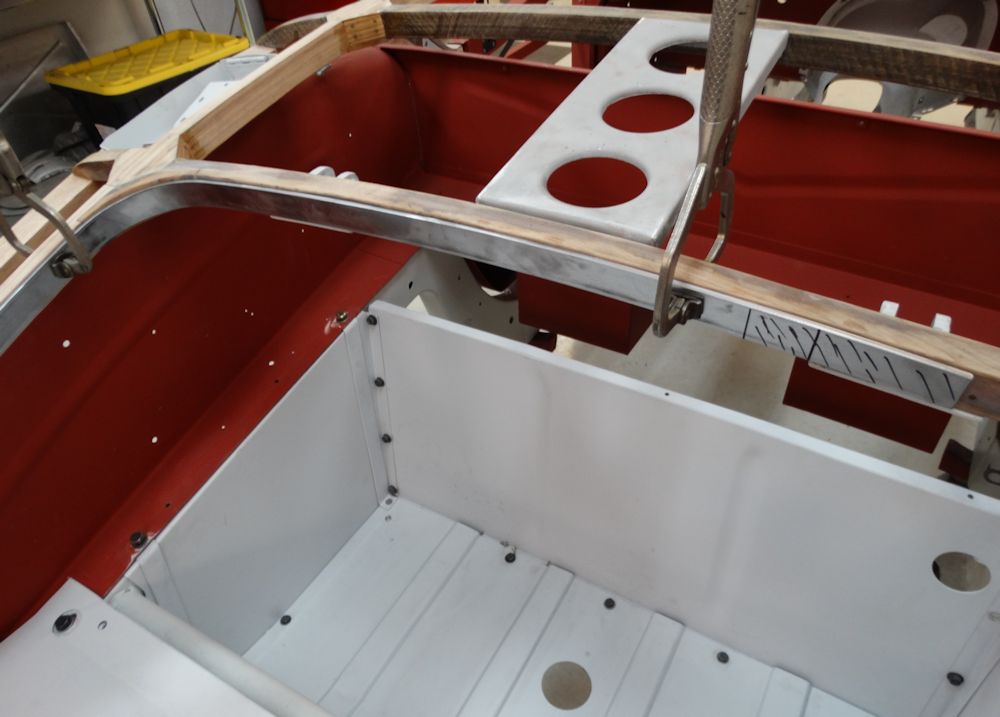
Jake has been pressing ahead with the trial fit of the new Ash sill and A pillar panels...
 |
 |
| Hinges have been rebuilt using custom
machined pins and bronze bushings |
Driver's side A pillar now fits perfectly
with the original dash support wood |
 |
 |
 |
 |
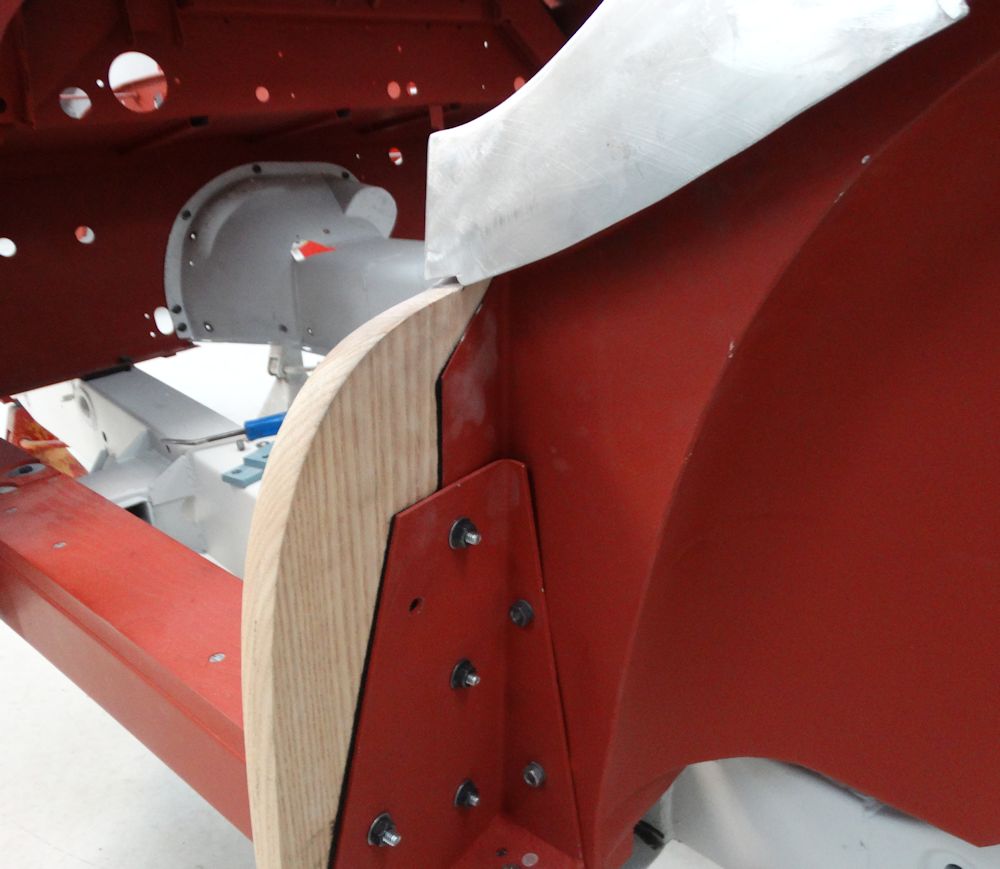
| Using a chisel to cut the required relief for the A pillar support bracket |
|
 |
 |
| Trial fitting the A pillar support bracket |
|
 |
 |
| Both panels being trial fitted together |
|
 |
 |
| New Ash A pillar and sill panels now fit
together perfectly |
Jake has completed the modification and trial fit of the new Ash panels on the passenger side of the car.
 |
 |
| Machining a new countersink in hinge plate |
|
 |
 |
| Passenger side wood sill panel and A pillar
now installed |
|
 |
 |
| View from beneath passenger side sill |
Lots of progress in the Coachworks. Jake has been fabricating new alloy repair panels, and fine tuning the fit of the new Ash panels.
 |
 |
| Side panel of the LH wing will be replaced |
Fabricating the new panel |
 |
 |
 |
 |
| Forward lower panel of the RH wing will also
be replaced |
|
 |
 |
| Cutting away the damaged section |
|
 |
 |
 |
 |
| Making another 3D template |
|
 |
 |
| B pillar panels |
|
 |
 |
| Measuring required angles between B pillar and original wooden sill panel |
|
 |
 |
| New upper B pillar panel fabricated |
|
 |
 |
| Trial fitting new A post Ash panel |
|
 |
 |
| New A post panel connected to original dash
top frame |
|
 |
 |
| To be continued... |
Jason has now delivered the first of the completed Ash panels.
 |
 |
Another fascinating update from Jason Thigpen of Texas Heritage Woodworks. Great stuff!
 |
| As I carefully
work up to my line on the Jaguar XK120 B-Pillar
supports, certain spots call for specialty tools. This small section was giving me trouble when trying to use my spokeshave or block planes. A little work with my rasp, followed by fine tuning with a @lienielsentoolworks plane maker's float worked perfectly. |
 |
| Finding common
reference points along the perimeter of the old and
new B-Pillar supports is the first step. I set my dividers to a 1" spacing and proceeded to walk them along the edge, starting at the same point on the old and new components. This gives me accurate and precise layout marks on all of the pieces, setting me up for the next step. |
 |
| Now that I've
got my layout determined, I use my @sterlingtoolworks
saddle tail to clearly define my reference points along the face and side. Having each section clearly defined is a good visual for me. |
 |
| Next I go along
the perimeter, placing my Brown & Sharpe
machinist's square at each layout line. I barely touch
the square to the wood, then I use my smallest pair of Starrett dividers to measure the gap. I transfer that measurement to the corresponding layout line on the replacement B-Pillar support. I work my way along, stopping at each mark to transfer the measurement. Once this is done it's time to revert to a childhood favorite, connect the dots. |
 |
| Now that the
marks for the angled edges have been established, it's
time to connect the dots and create my actual line that I will cut to. The straight sections are easy enough for a guy like me. When it comes to the curved areas I need a little help. My @sterlingtoolworks French Curves are the ideal tool for this job. It's easy to find sections of the French Curves that perfectly match the area I'm working on. This keeps my lines crisp and clean. |
 |
| I use my
Stanley 151 spokeshave to establish the angle. I've
used a pencil to color in the waste on the edge, up to
my layout line on the face of the board. My goal now is to work towards my layout line on the face, and the opposite corner on the edge. I keep my eye on the reference marks on the edge and my line on the face. If I do this correctly, the final pass should remove the last of both lines simultaneously. |
 |
| I'm using my
@lienielsentoolworks plane maker float to smooth out
any bumpy or irregular spots that I find. When operated at a skew, this float is leaving a wonderfully smooth and flat surface. And it makes some really unique shavings. Almost like a mini spill plane, it's pretty cool! |
 |
| Here I am using
my Stanley 9
1/2 block plane. This thing is a beast. It's been a
big help in shaping the taper on the sides of the A-Pillar supports for the XK120. I can set the blade for a fairly heavy cut, the mass of the plane makes it easy to hog off material quickly. Once I get close to the line, I'll switch over to a spokeshave or rasp. |
 |
| Using the rounded face of a
fine rasp is the best way I've found to tackle these
inside curves. It leaves a fine finish that cleans up with a few passes of a scraper. It's important to use a light touch. Too much pressure can cause the rasp to flex, rounding over the edge. By making light passes, the edge remains dead flat. |
 |
| Now on to the
interesting part of the B-Pillar replacements. The
sides of both supports are angled to fit the curves of
the body. The issue is that the angle isn't consistent, it varies along the entire length of the support. You can see how it changes in the photos. I've been brainstorming ways to replicate this angle as accurately as possible and I figured out a simple and accurate way to reproduce it. To be continued! |
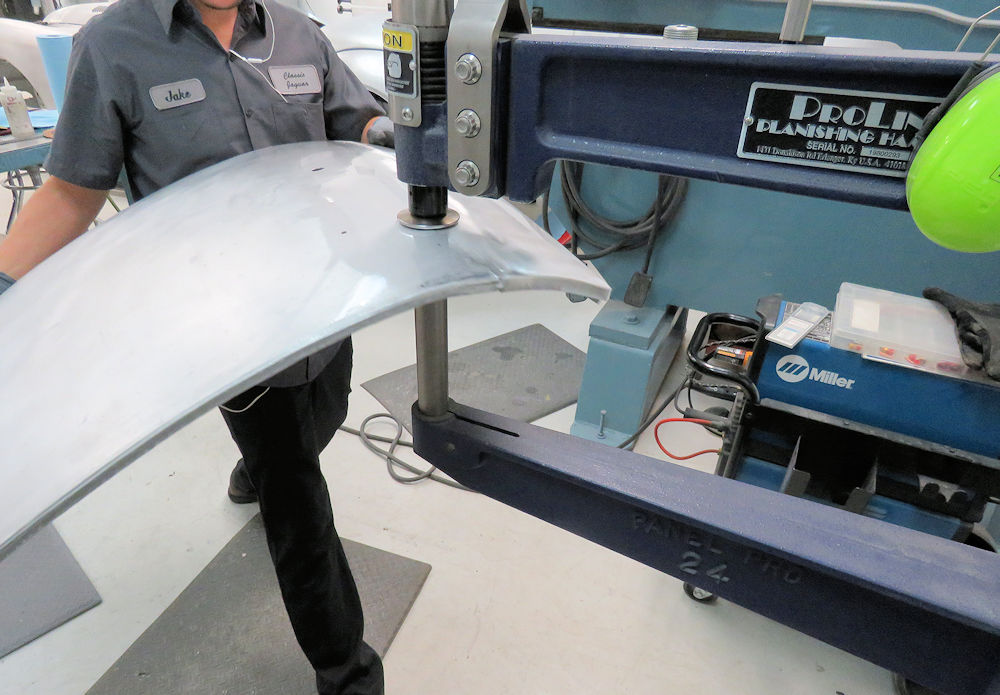
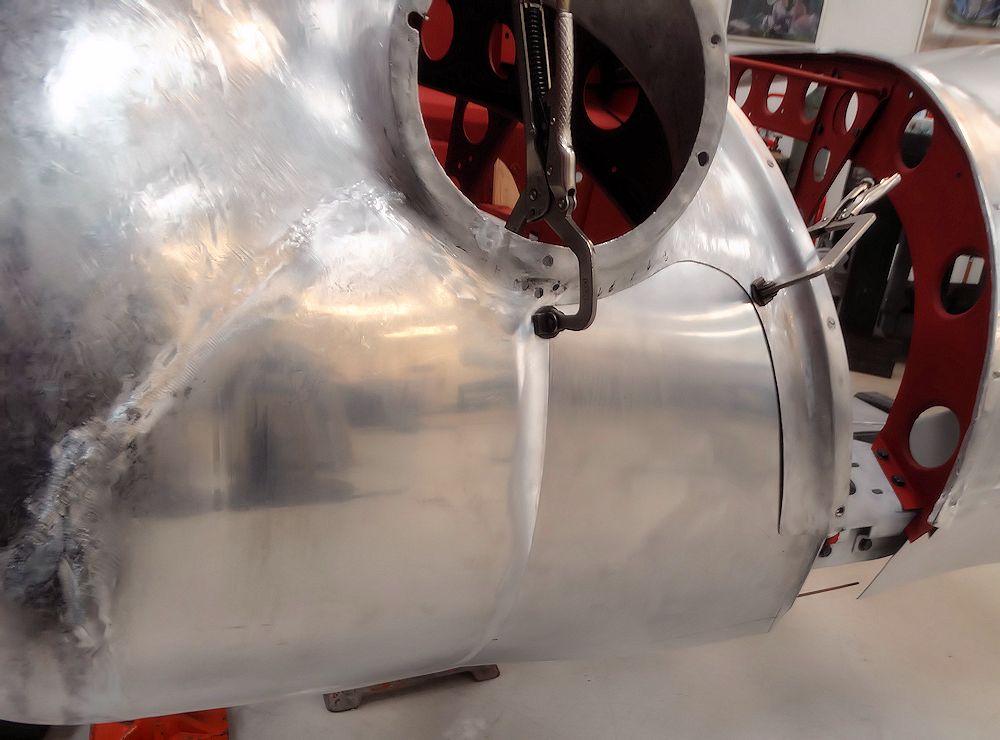
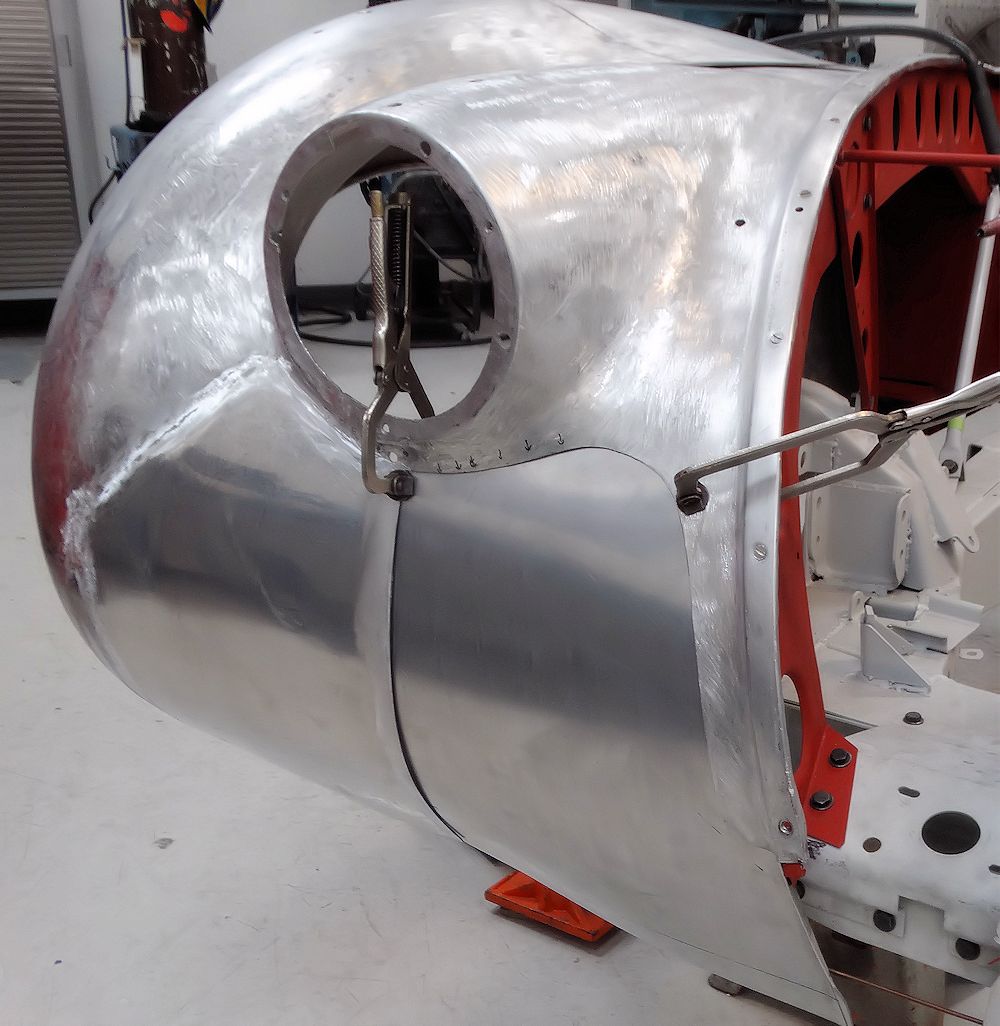
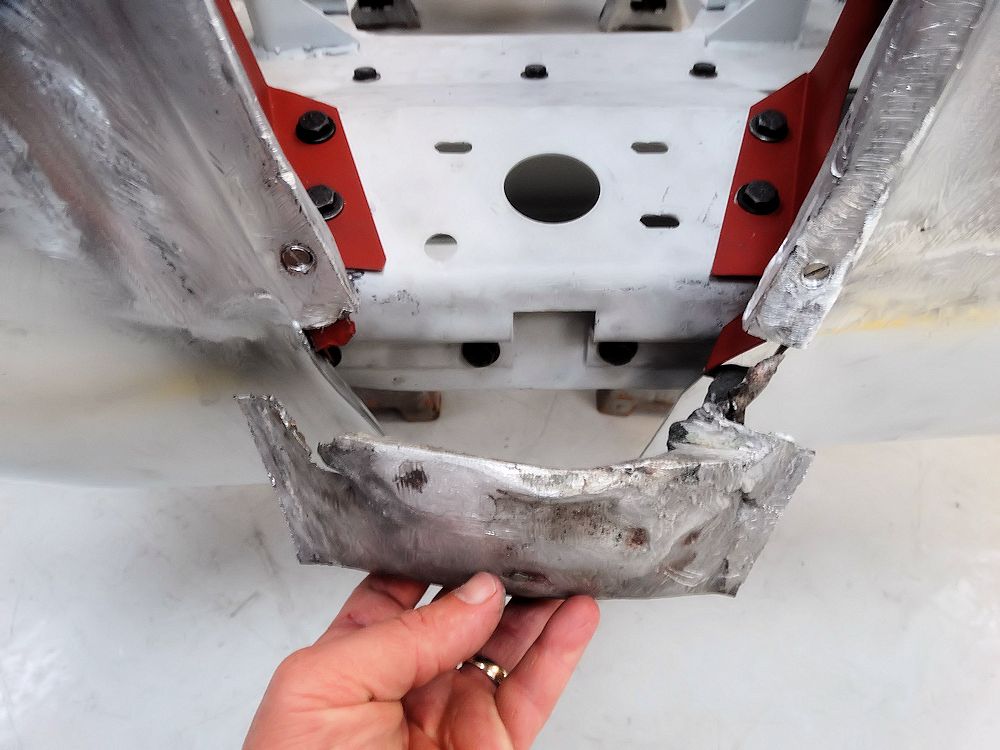
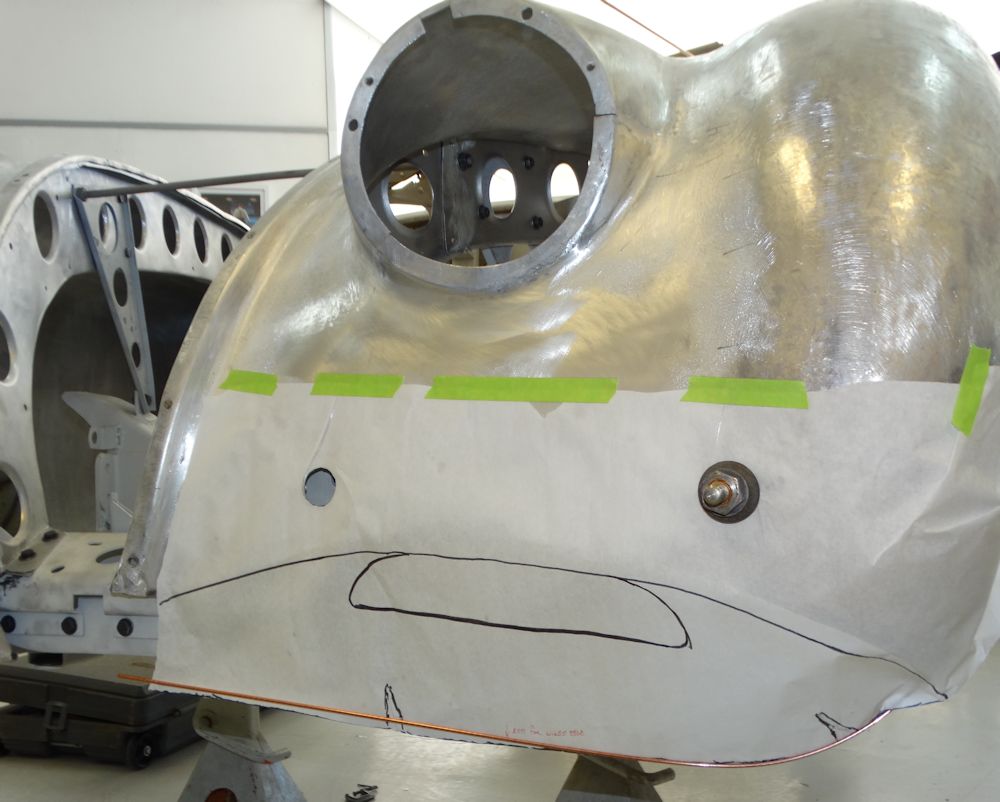
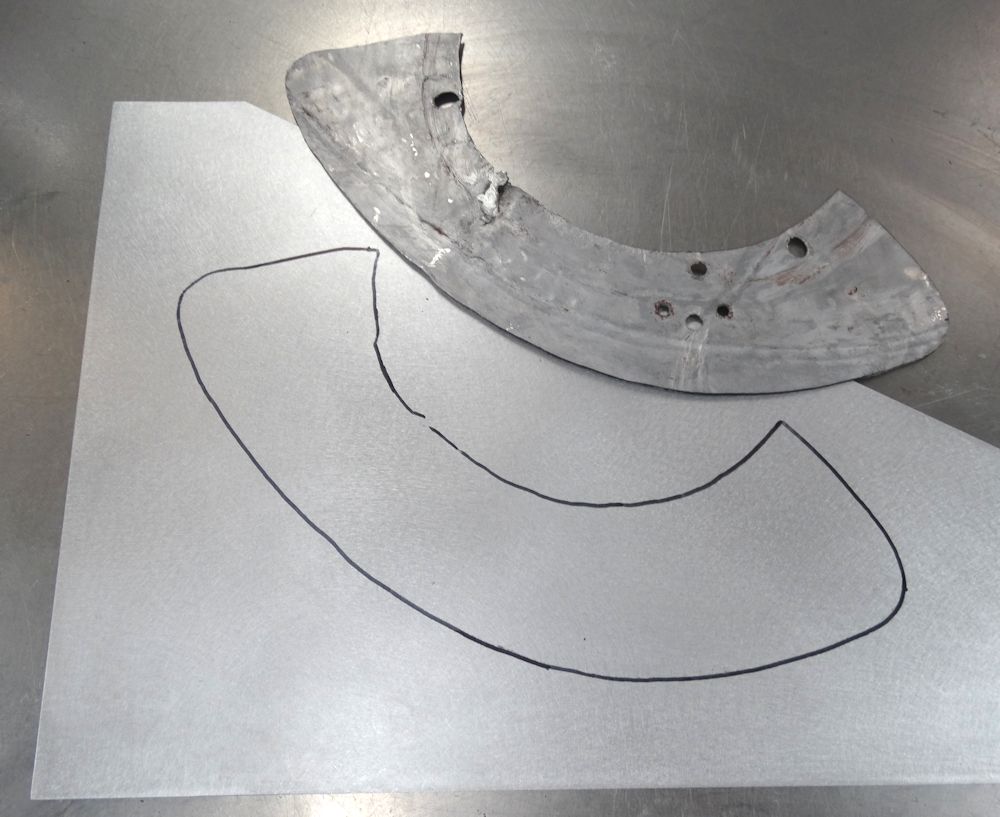
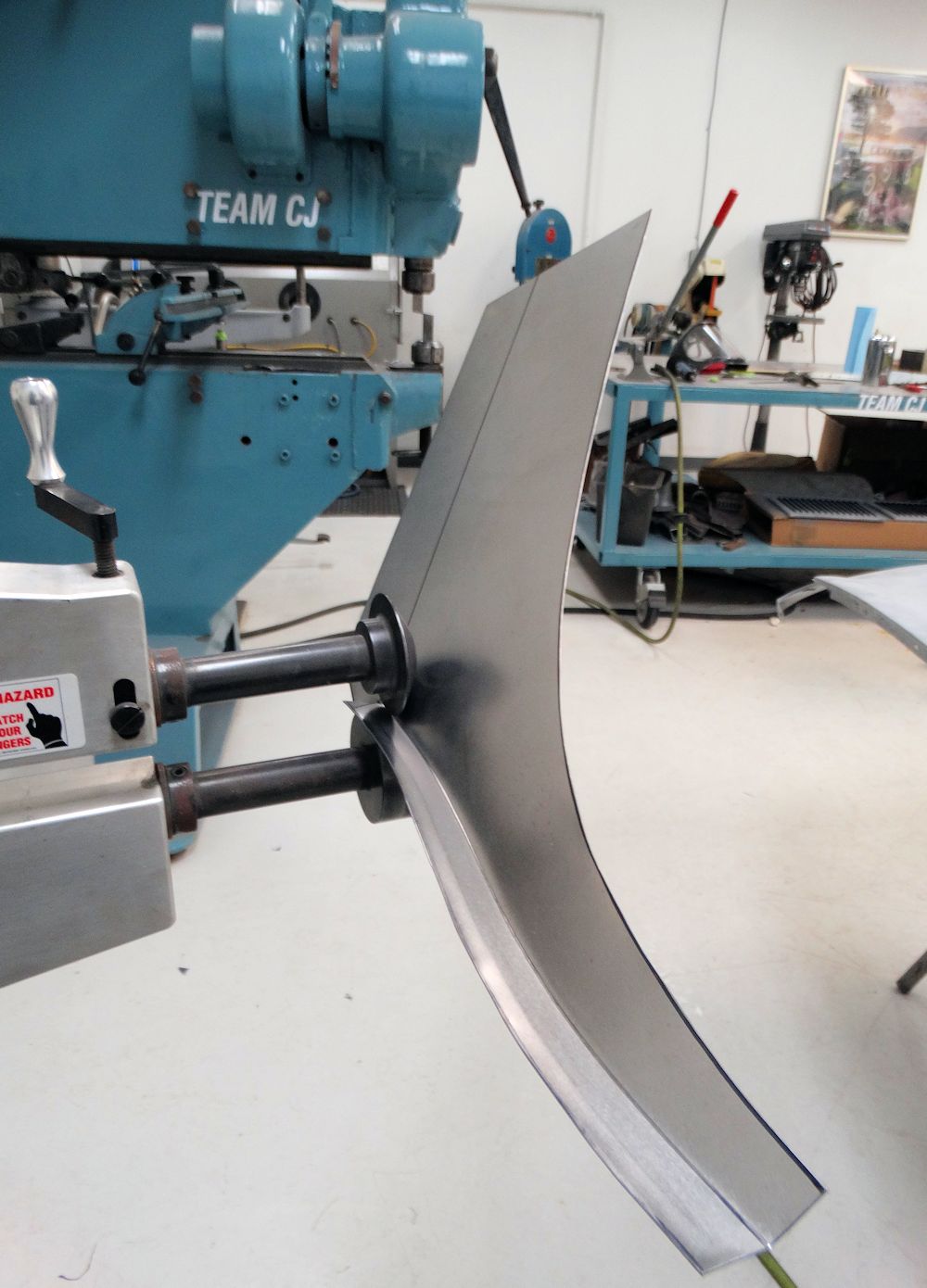
Jake has been busy repairing the left hand headlamp pod and he has also begun the process of fabricating a new skin for the lower front valance that includes the air intake vent. This panel is actually a fairly complex shape, with a distinct curve along the lower edge towards the center-line of the car. In order to achieve precisely the correct contour, Jake is using a 3D template made from copper plated 1/8" steel welding rod.
 |
 |
| Trial fitting the repair panel fabricated for the LH headlamp pod |
|
 |
 |
| Tack welding the repair panel in place |
|
 |
 |
| The seam is then TIG welded |
|
 |
 |
| Trial fitting bumper brackets |
|
 |
 |
| Damaged lower left front panel cut away |
|
 |
 |
| A replacement panel will be fabricated |
|
 |
 |
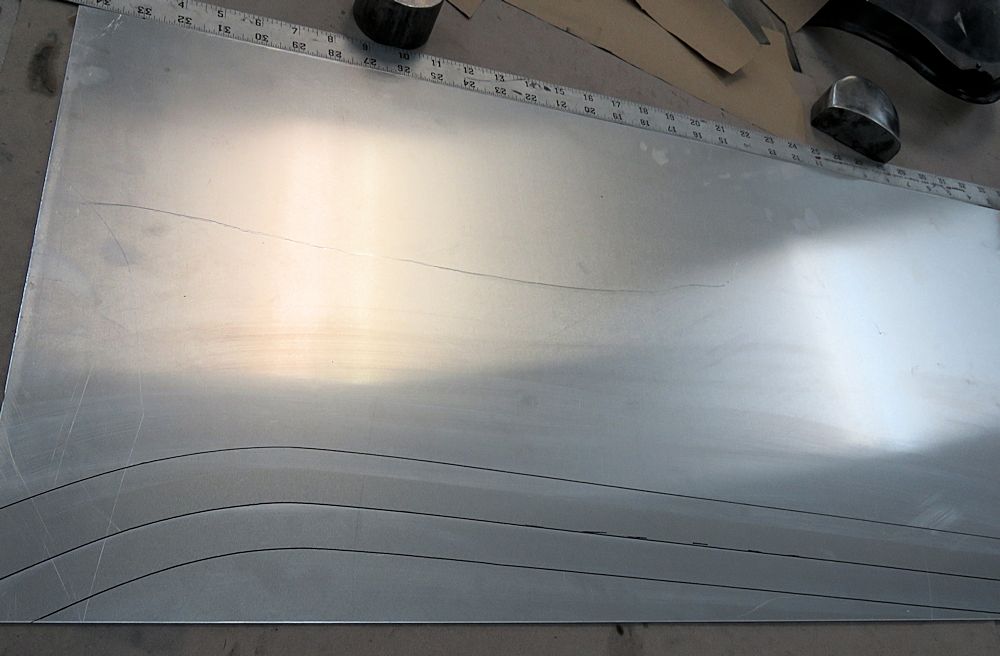
| Note the distinct curve at the lower edge of the front panel |
|
 |
 |
| Another image showing the distinct curve
that will be incorporated in the new panel |
|
 |
 |
 |
 |
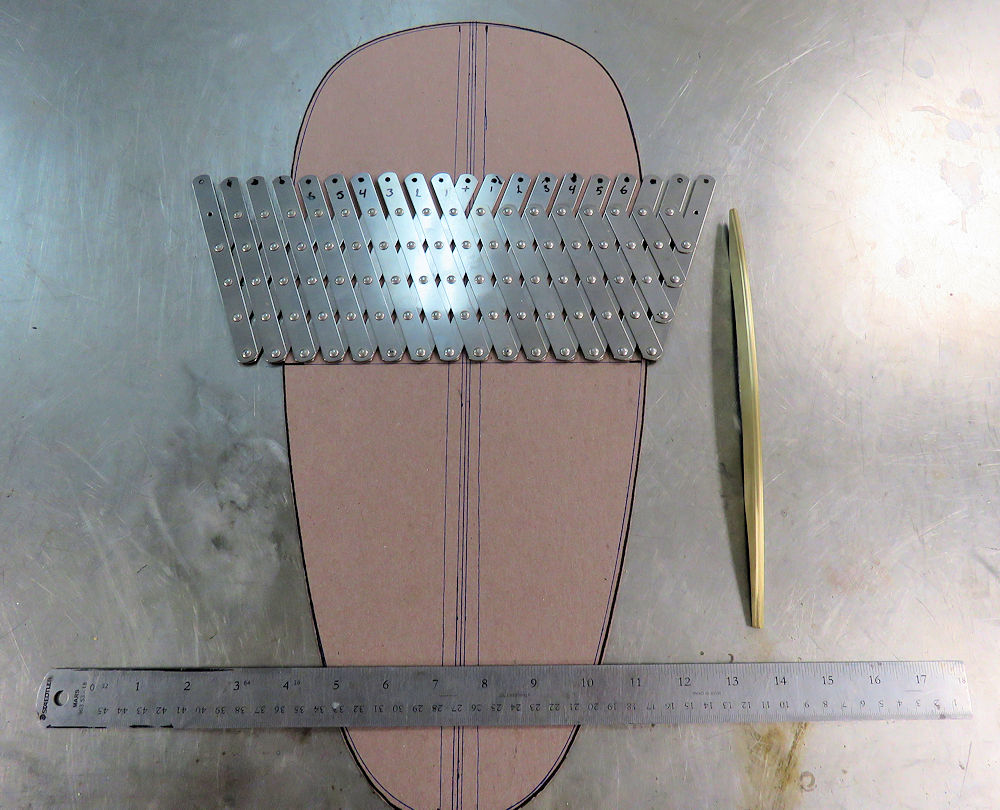
| Creating a 3D template using copper plated
1/8" steel welding rod |
|
 |
 |
| Laying the paper template over the 3D wire template |
|
 |
 |
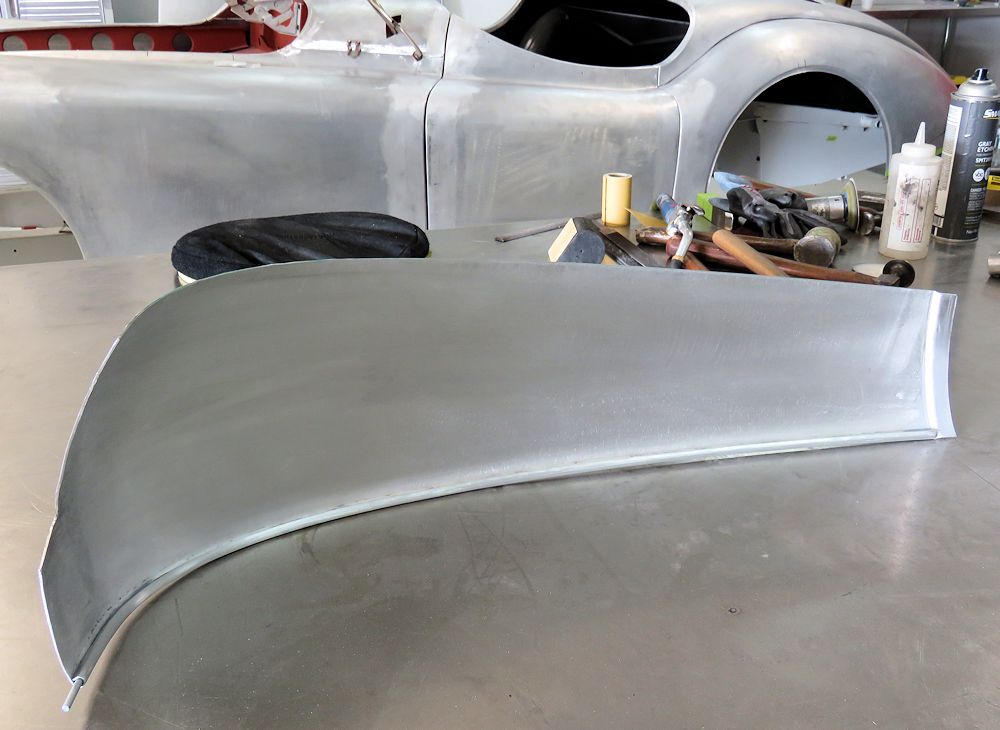
| A new piece of aluminum is cut to the required shape |
|
 |
 |
| Starting the trial fitting and shaping
process |
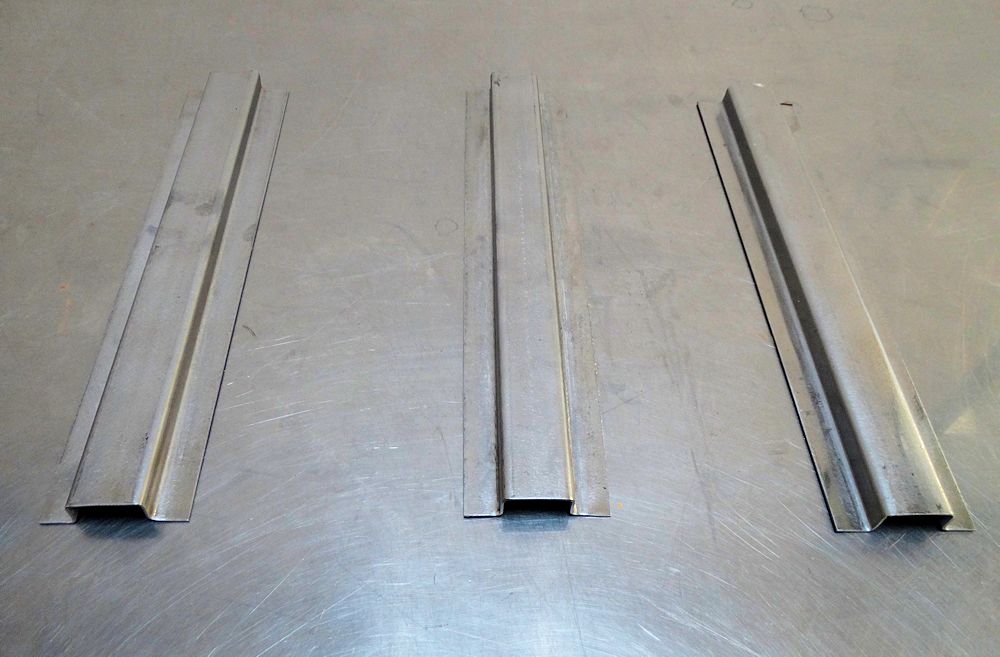
The following sequence of photographs show Jake fabricating new rocker panels and beginning the restoration of the front wings.
 |
 |
| Forming the new rocker panels on the finger
brake |
Wheeling the folded edges of the new panel |
 |
 |
 |
 |
 |
 |
| Trial fitting the new rocker panels |
|
 |
 |
 |
 |
| New inner braces fabricated |
|
 |
 |
| New panel now virtually complete |
|
 |
 |
| Cast alloy B-pillar shut face panels were hand cut when new |
|
 |
 |
| Recesses for latches etc were chiseled out
by hand |
Note the hinge holes in the A-pillar panels
were also cut by hand |
 |
 |
| Close up of the chiseled recess |
|
 |
 |
| Front wings have been split along the factory welded seam |
|
 |
 |
| Marking an area of damaged aluminum to be replaced |
|
 |
 |
| Damaged area cut away |
|
 |
 |
| With the wing split in two, it is more
manageable on the English wheel |
Marking out the repair panel in piece of fresh new aluminum |
 |
 |
| Repair panel starting to take shape |
More wood restoration notes from Jason Thigpen of Texas Heritage Woodworks
_______________________________________________________________________
I've got the A-Pillar panel glued and clamped, so it's time to move on to the B-Pillar supports. Here is what I have to work with, one side is in shambles, the other is about 90% complete. Both sides are almost identical from what I can tell, just mirror images of each other. I'll base my new pieces off of the mostly complete side, making them slightly oversized and fine tuning the fit by hand during install.
The wood that I'm replacing on this Jaguar was last cut and shaped over 65 years ago and is therefore likely to have shrunk slightly from its original size. As a precaution, I'm cutting the new parts out slightly oversized. To accomplish this I'm using a 24" steel rule that is around 1/16" thick. By laying this against the original piece and tracing alongside I end up with an outline that is 1/8" larger in all dimensions. As an added bonus, using the steel rule as a guide eliminates the rough pencil line that would have resulted if I had traced right against the wood. A cleaner layout line makes it a lot easier to make a clean cut.
In the last photo in the sequence below, I am shaping the curves of the B-Pillar supports. I have both sides stuck together with double sided veneer tape. Using my Stanley 151 spokes shave I am removing the marks left from the band saw, slowly working my way down to my pencil line. A razor sharp blade does a nice job on the Ash end grain.
Jason Thigpen
 |
 |
 |
 |
 |
 |
 |
 |
Additional information from Jason Thigpen (Texas Heritage Woodworks) regarding the tools he is using on this project
__________________________________________________________________________________________________________
In the outdoor shot, I'm using my thickness planer to bring the rough lumber down to the correct thickness. I have the planer set up on my portable workbench outdoors. Just too nice outside to not take advantage! In the photo with me at my workbench, I'm using a hand plane to initially flatten and remove twist from one side of the lumber. Once that side is perfectly flat, that's when it goes to the thickness planer for further work. The planer is one of the few power tools I regularly employ. To bring the stock down to proper thickness by hand is just way too labor intensive.
In the picture of the board with the square on it, I'm just checking that my hand planing was accurate and that the board is indeed square. Incidentally, the square I'm using is made by Chris Vesper, an Australian toolmaker who is one of the top two or three toolmakers alive today. He custom made that square for me using some highly figured Mesquite from our ranch and a piece of Eastern Dead Finish, a dense Australian hardwood. That square was certified accurate to 0.12 microns - so it is extremely close!
The other photos illustrate the work required to prep tough stock by hand. I love using my handsaws to break the rough lumber down. In the picture of the hand plane on the board, I am squaring up the edge of the board with the face of the board. All of the saws and hand planes shown in the photographs are late 19th century or early 20th century items.
I will now let the wood sit for a week or so to acclimate before going to the next stage. I will re-check it is all perfectly square and make any necessary adjustments before proceeding.
Jason Thigpen
 |
 |
 |
 |
 |
 |
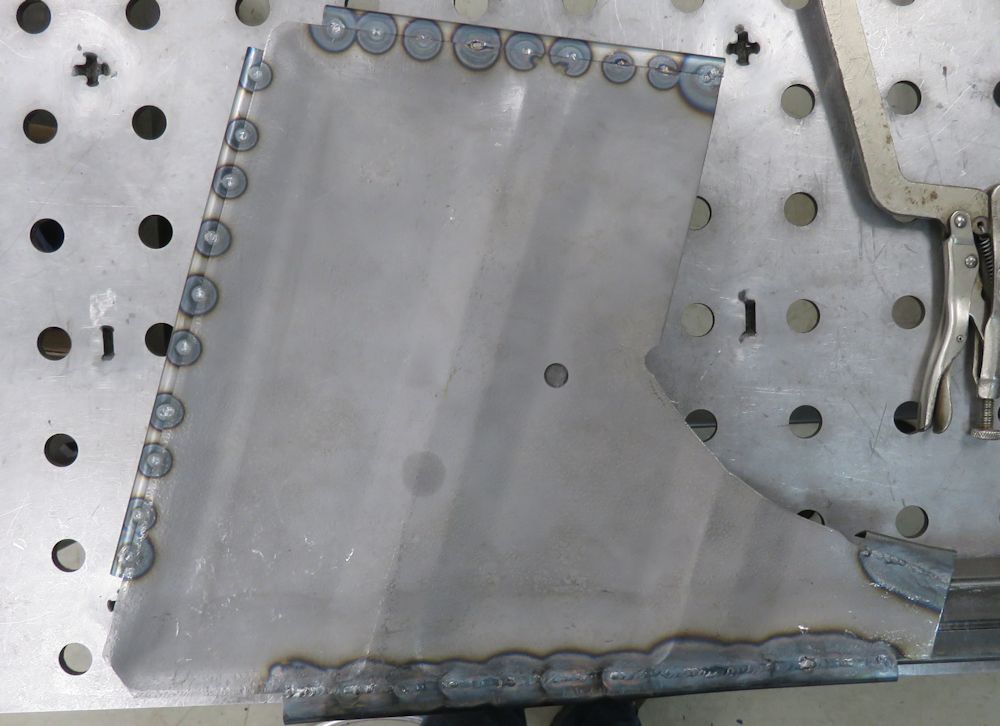
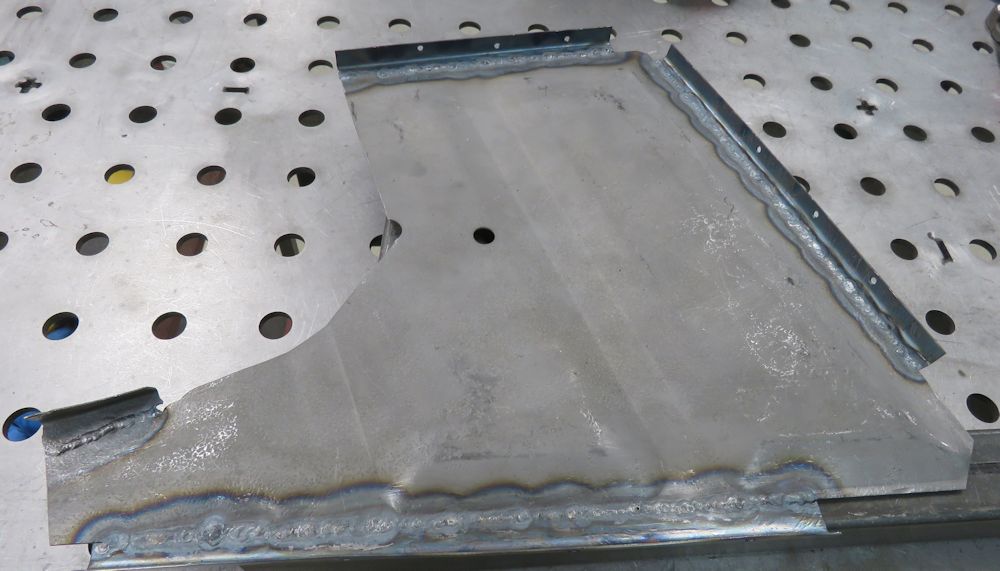
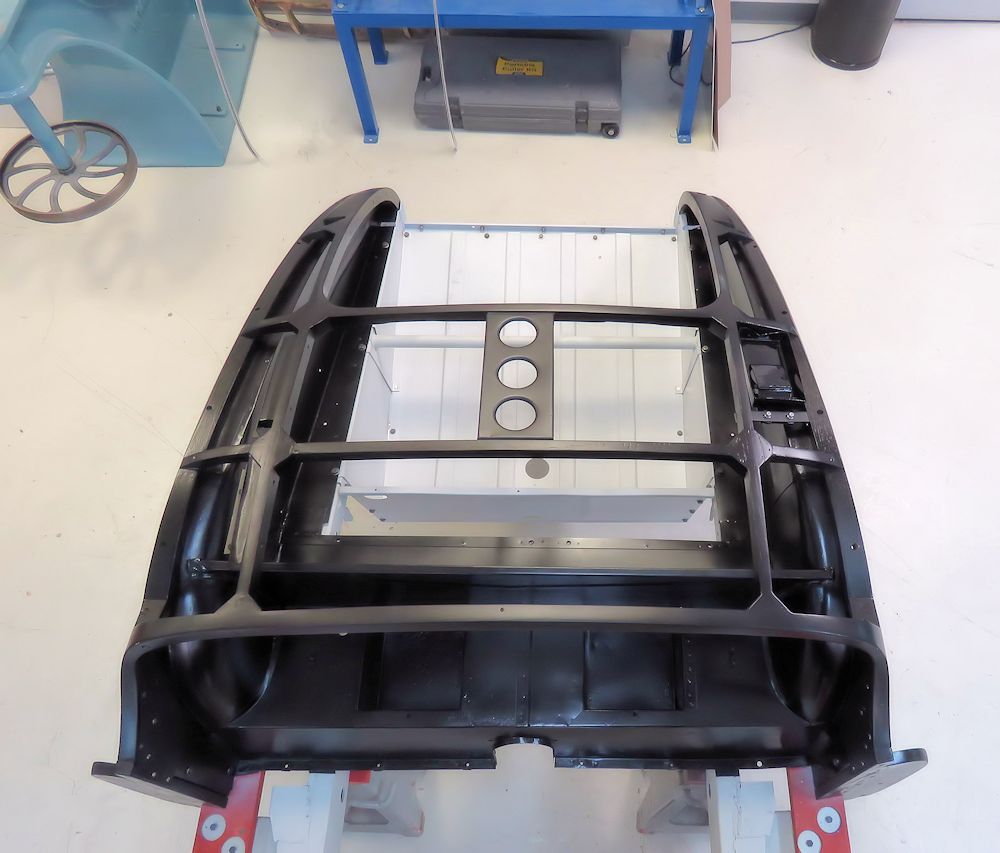
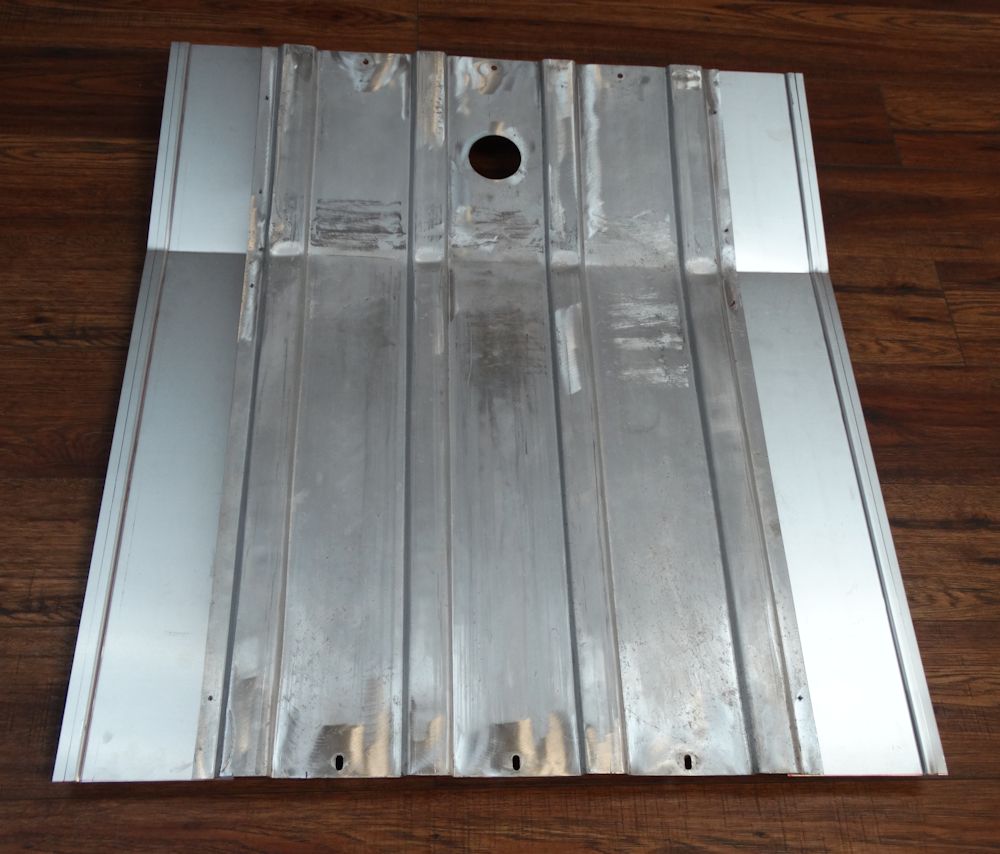
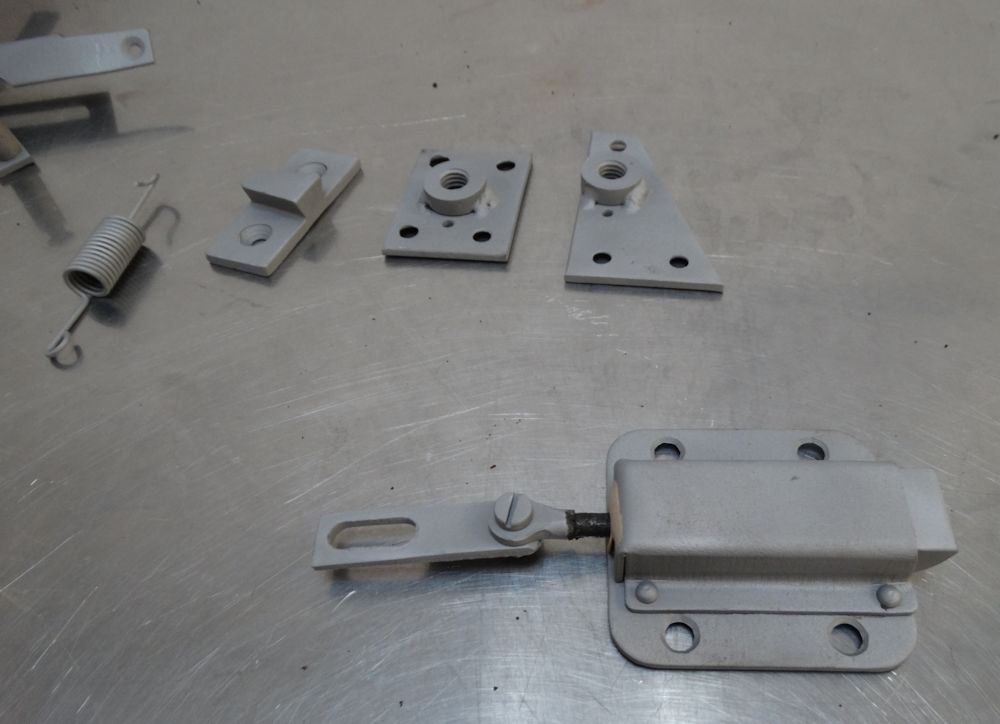
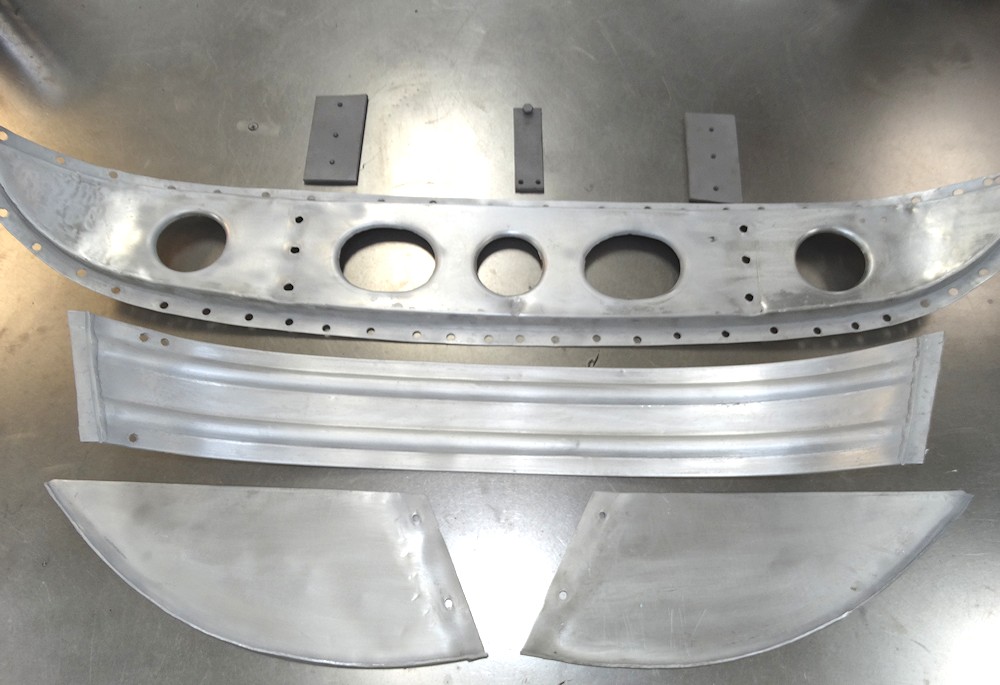
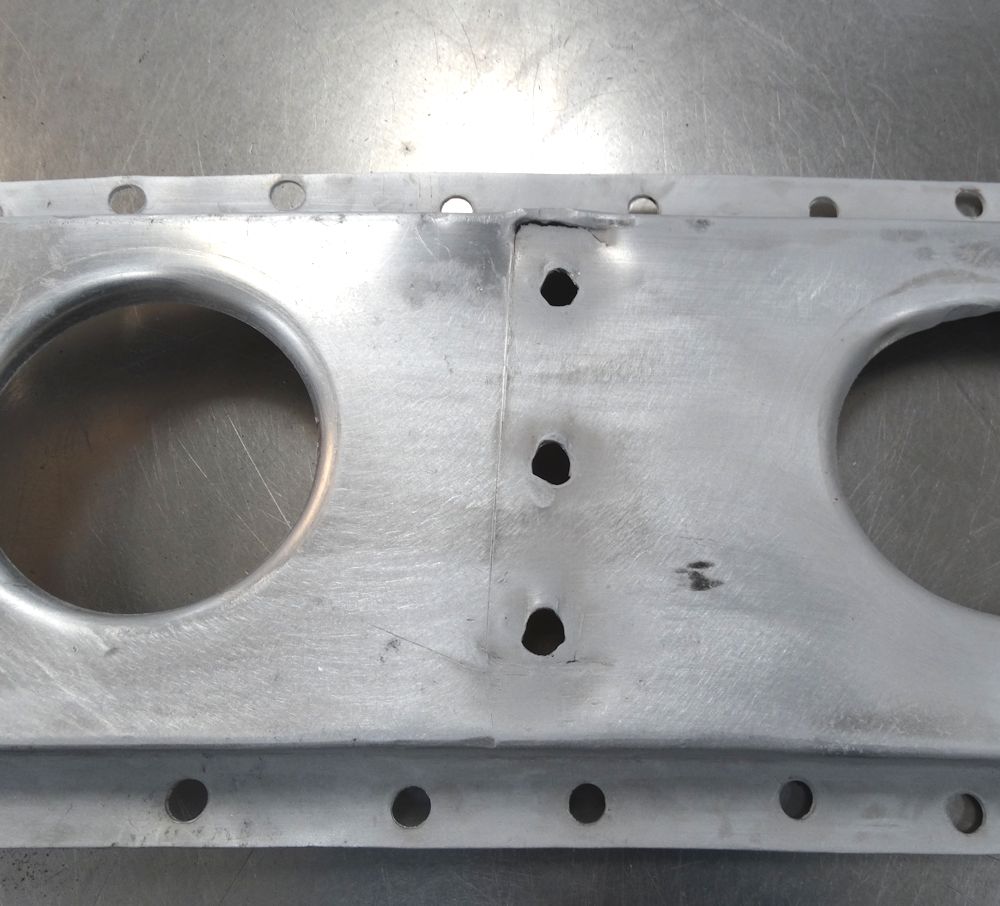
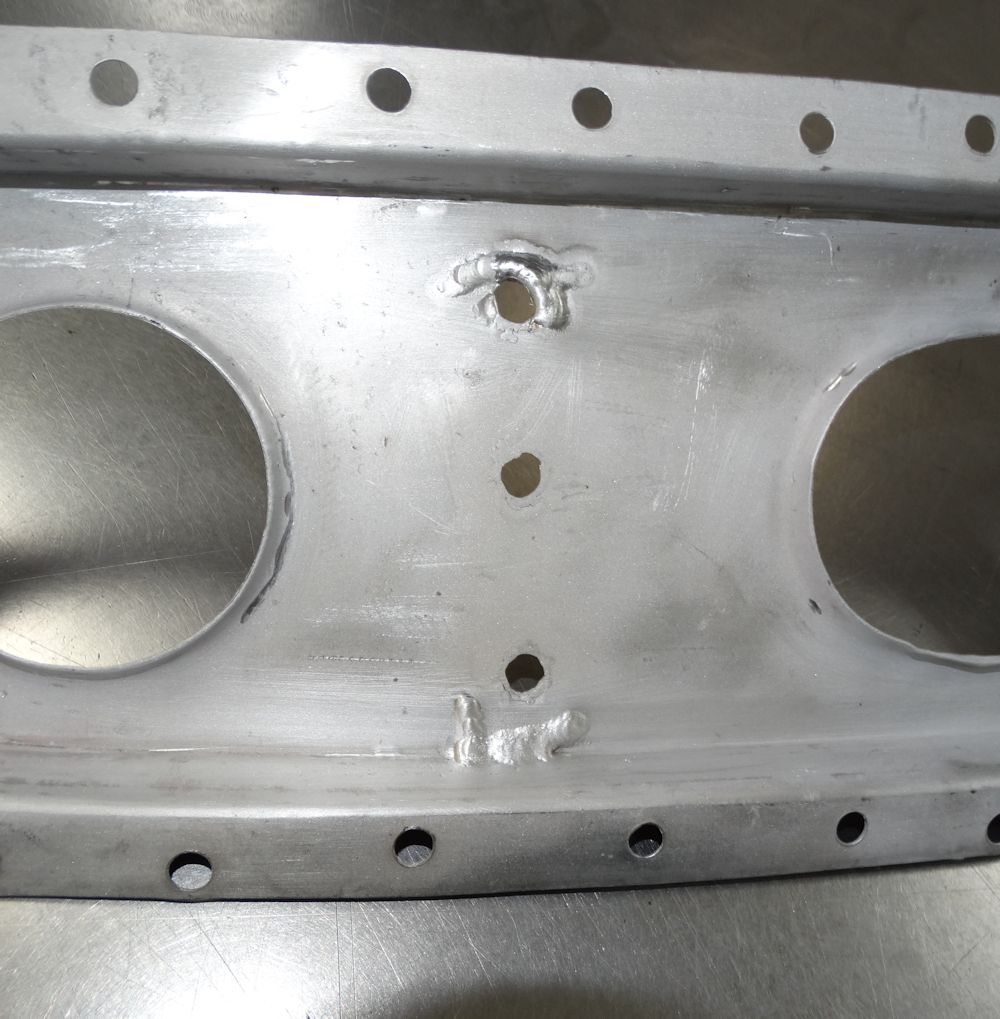
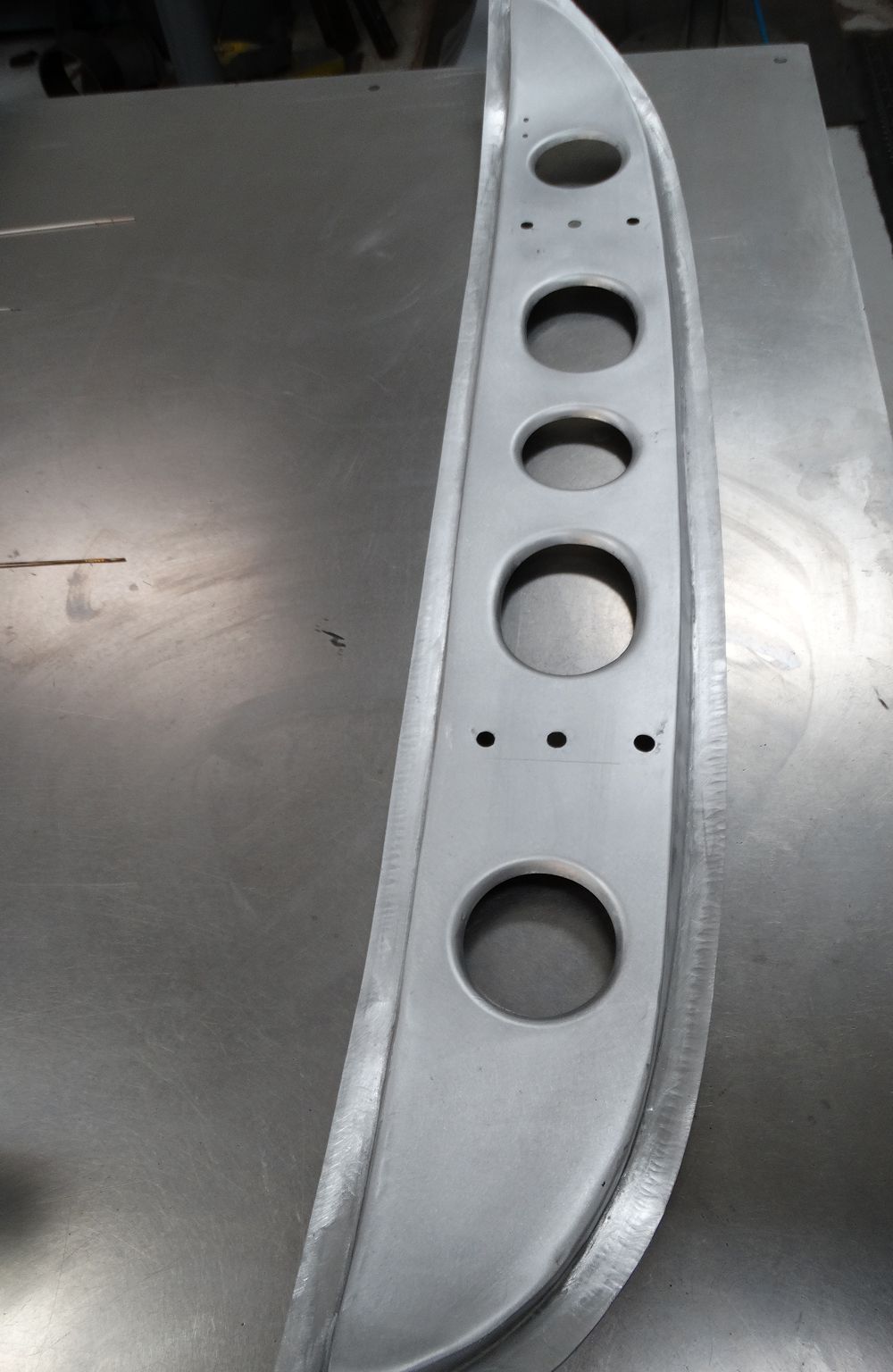
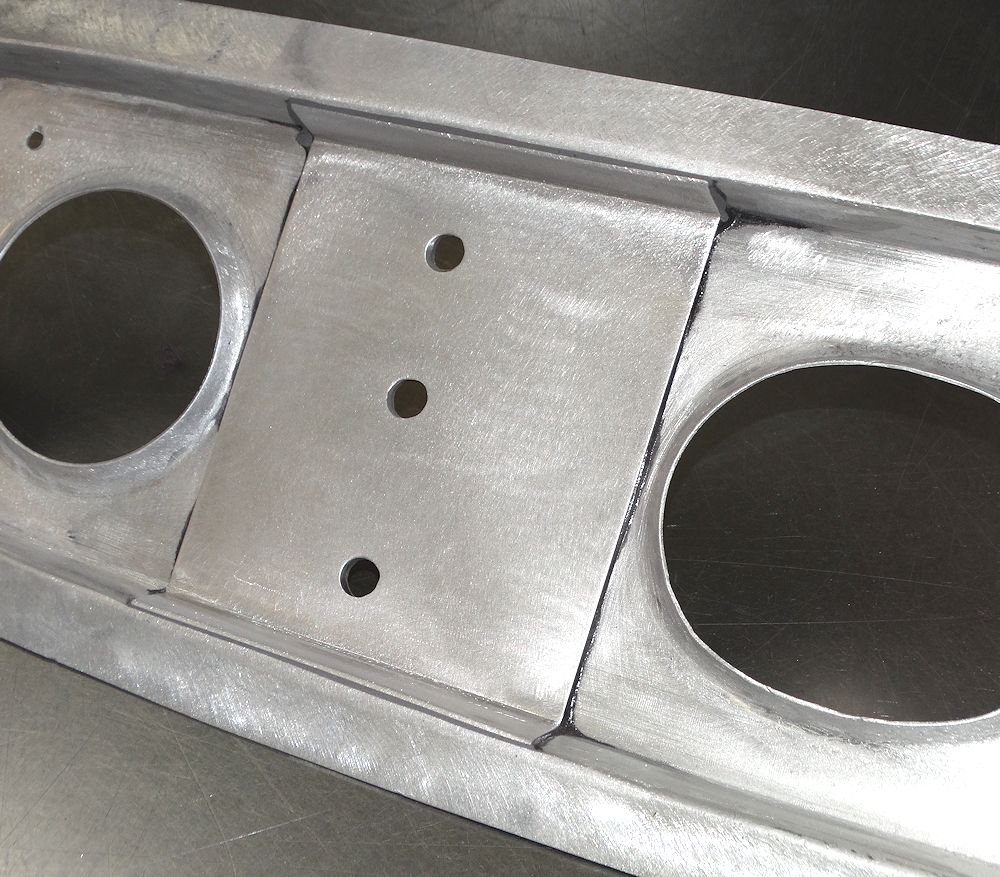
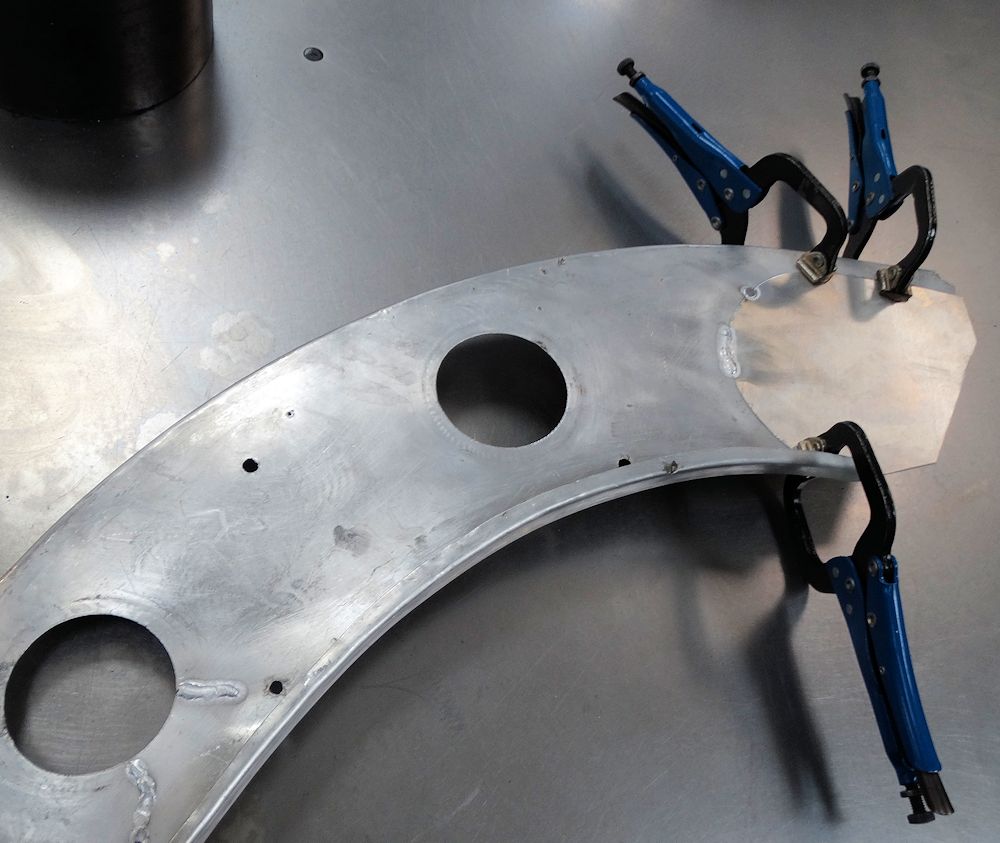
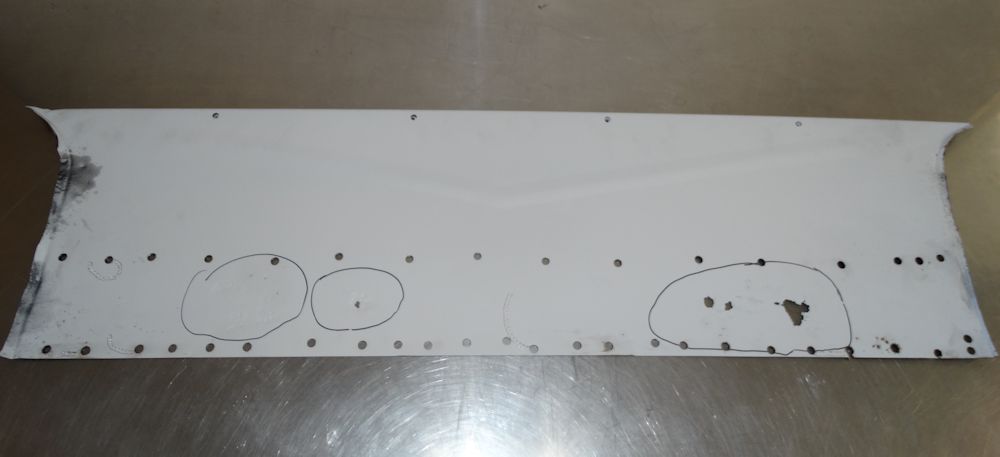
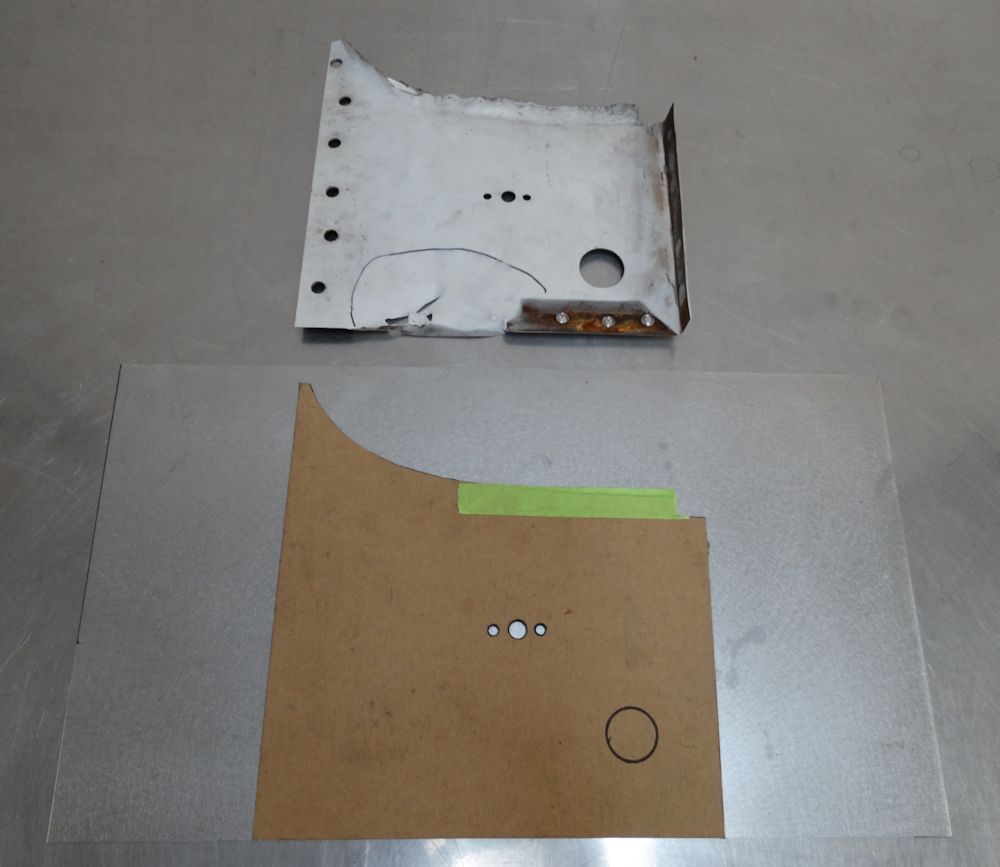
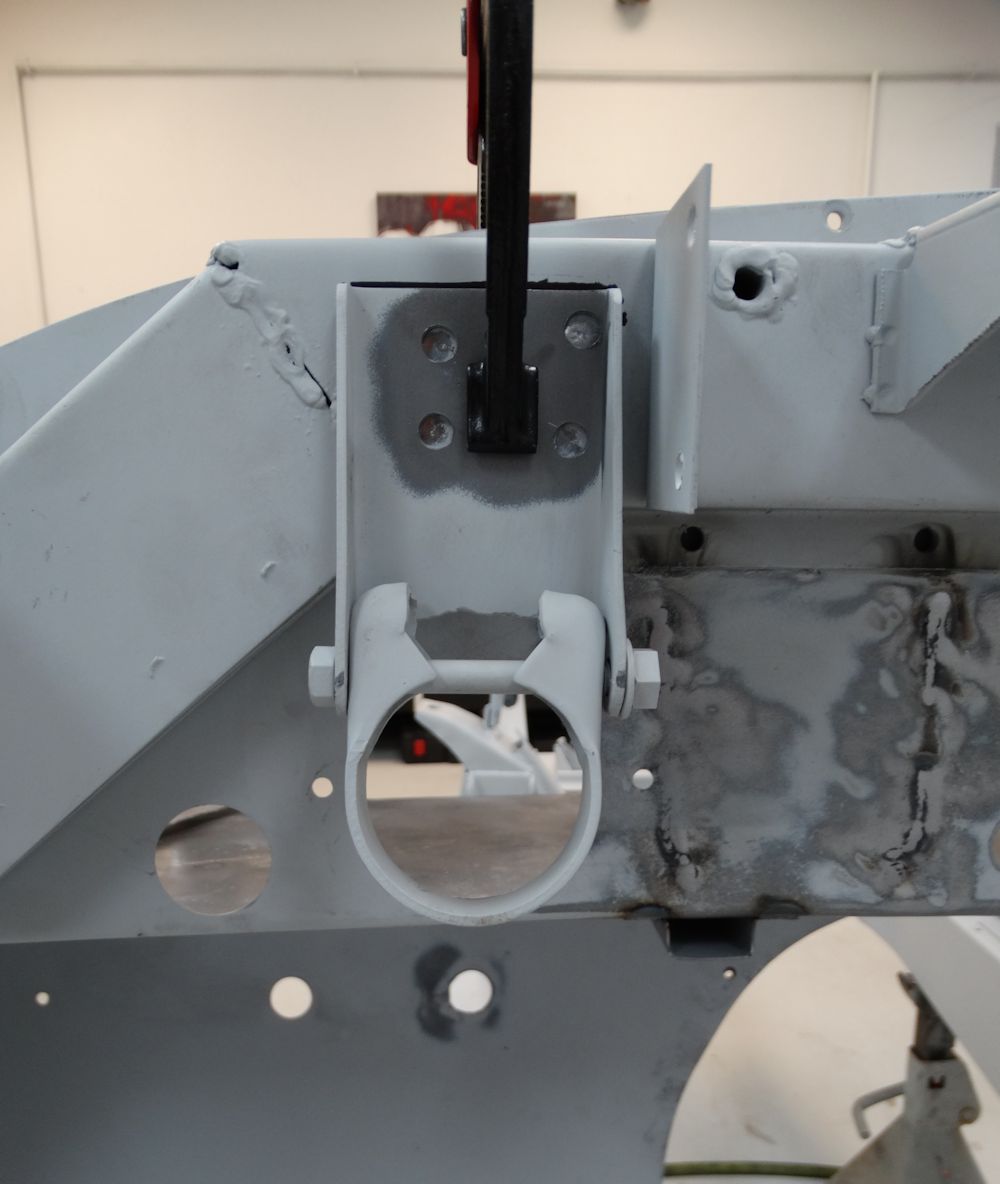
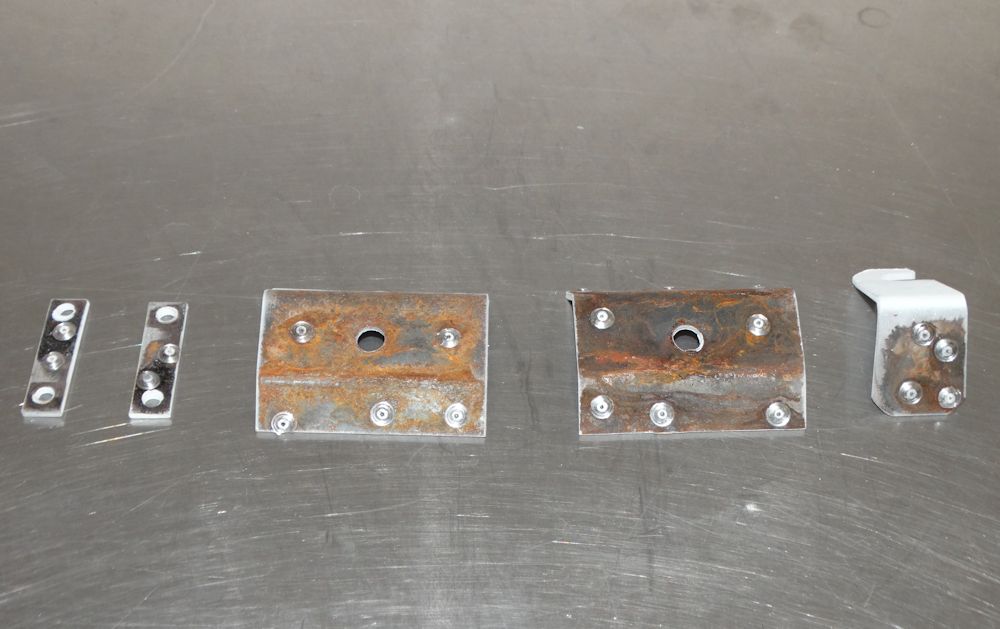
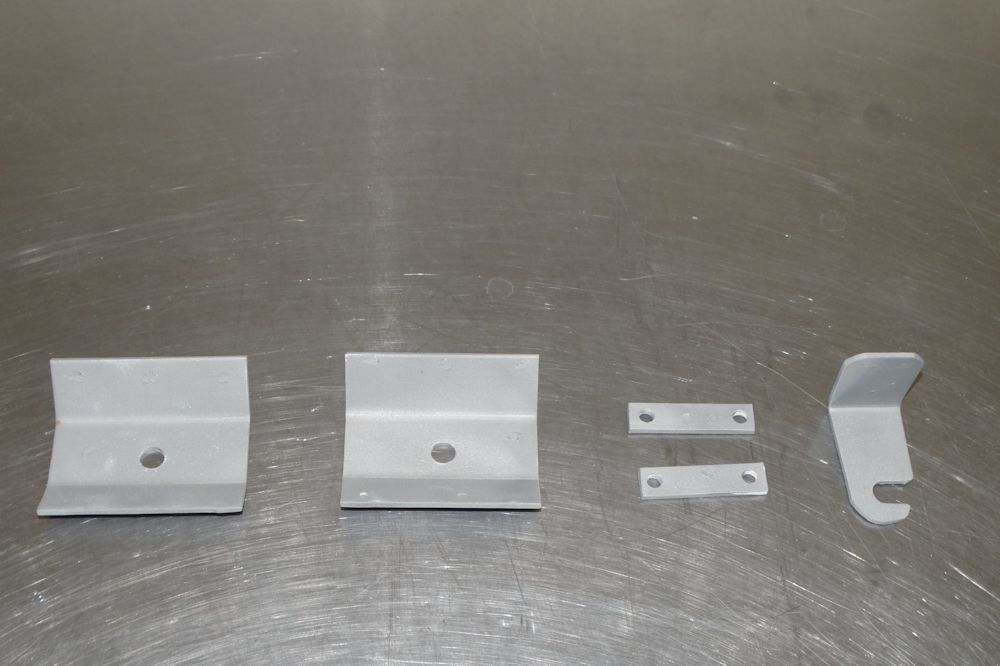
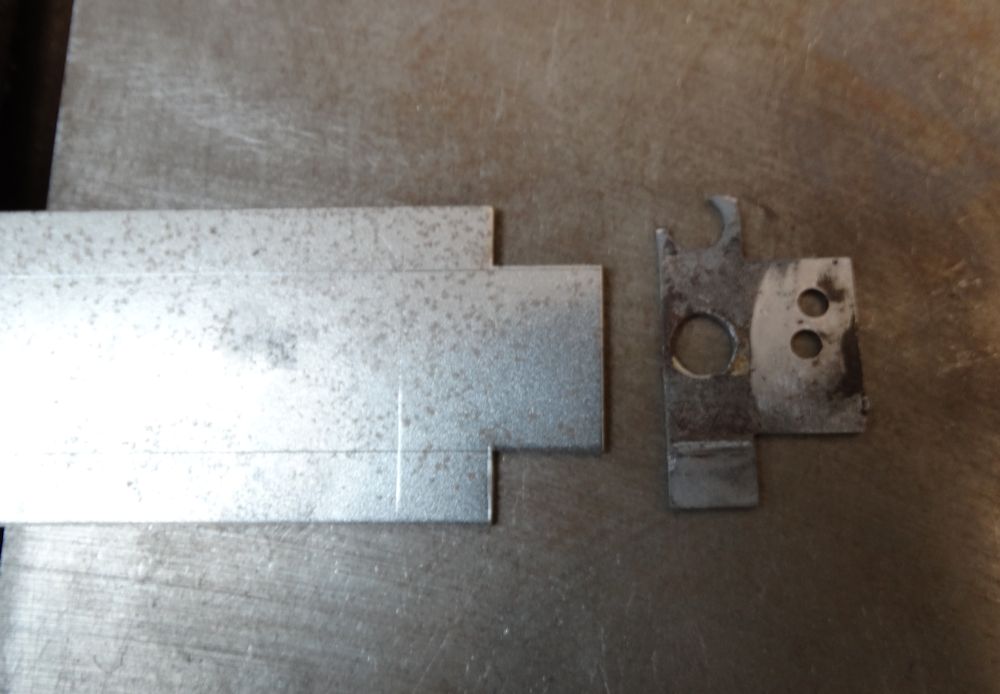
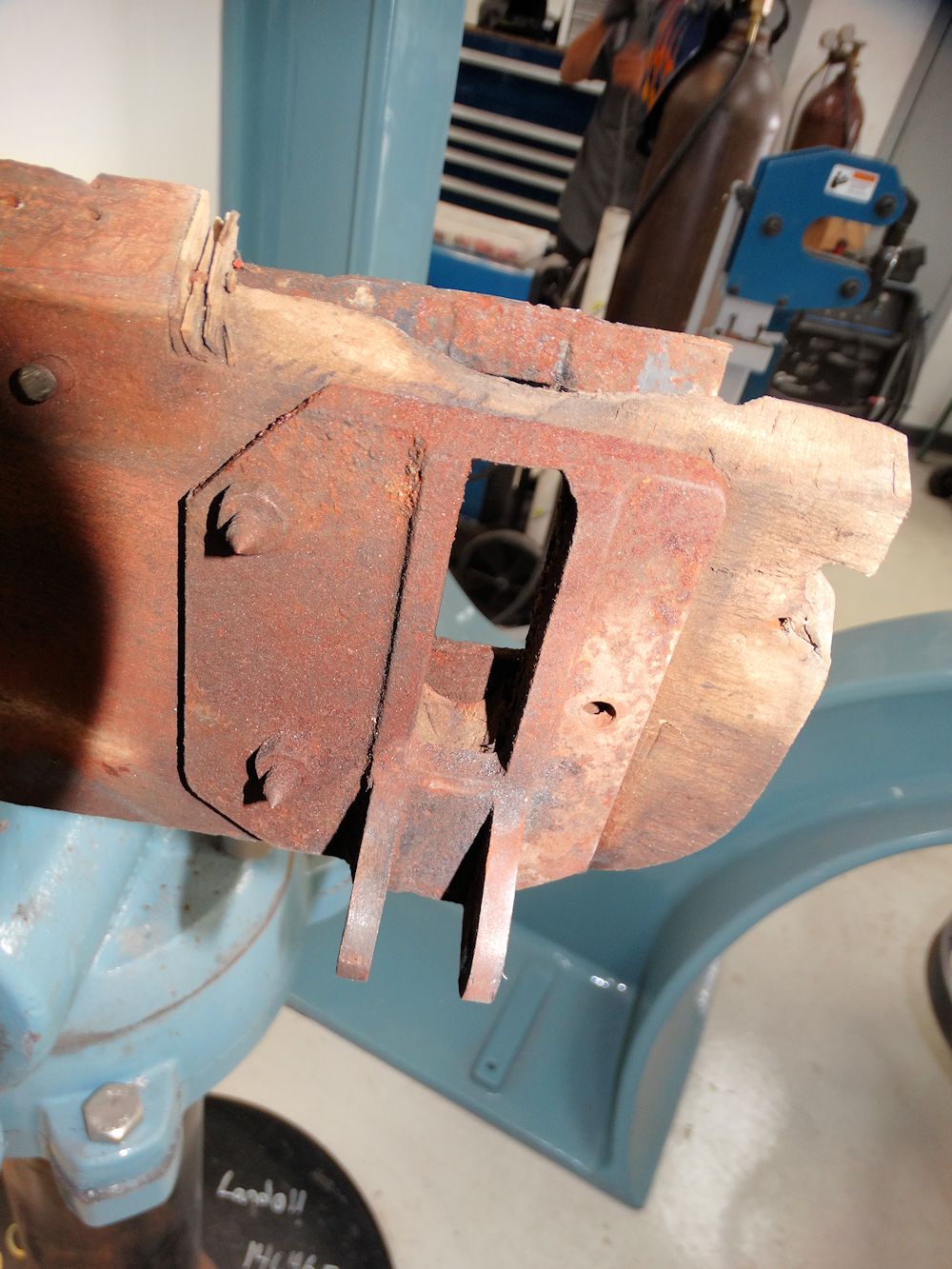
The following sequence of photographs show how Jake restored the rear support bracket on the underside of the bonnet. As well as acting as a stiffener for the rear edge of the bonnet, this panel serves as the mounting panel for the bonnet hinges. Originally the hinges were simply bolted to this singe sheet of aluminum, which flexed every time the bonnet was opened. This led to deformation and cracking. Having repaired the damage, Jake reinforced the (hidden) underside of the panel with a second layer of aluminum, which he bonded in place using 3M Panel Bonding Adhesive. The result is a much stronger panel that will be far less prone to flexing, while still looking identical to the original panel.
 |
 |
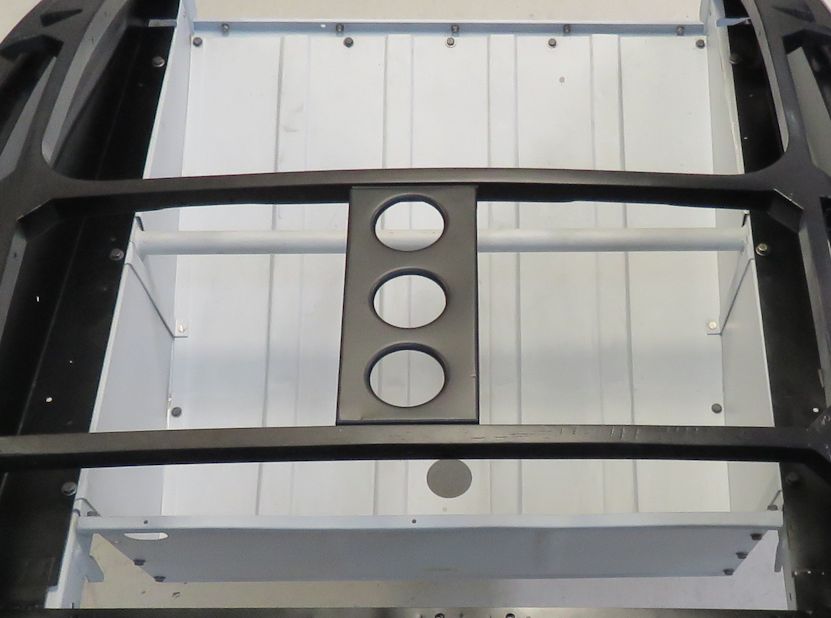
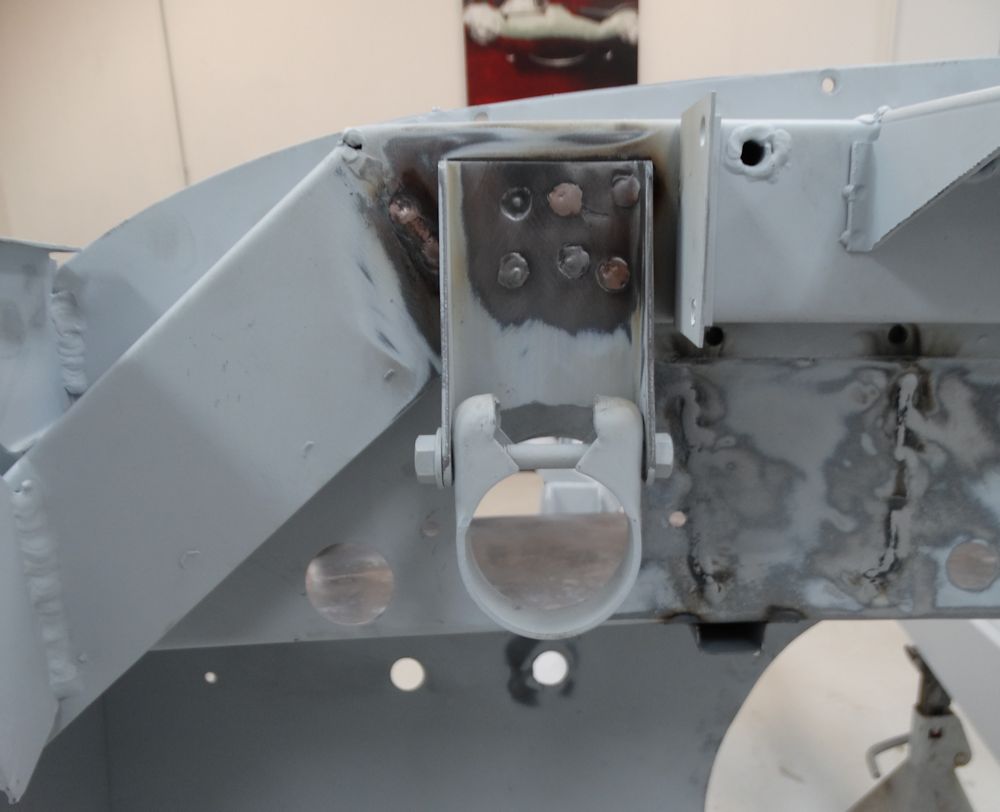
| Support brackets removed from the underside
of the bonnet |
The 3 vertically aligned holes are for the bonnet hinges |
 |
 |
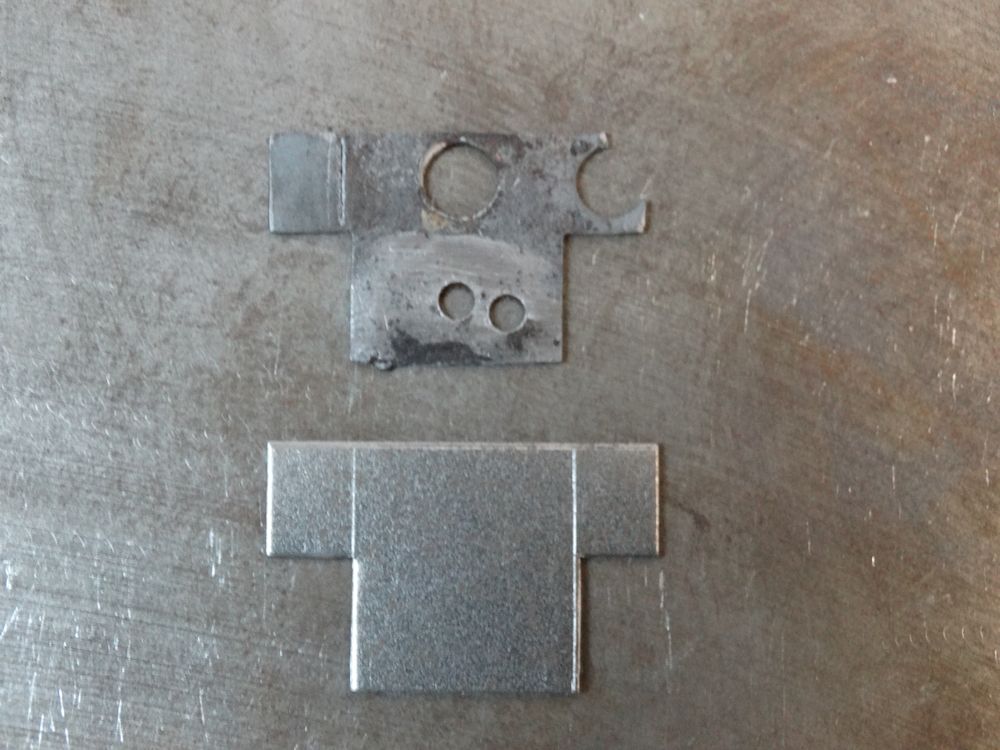
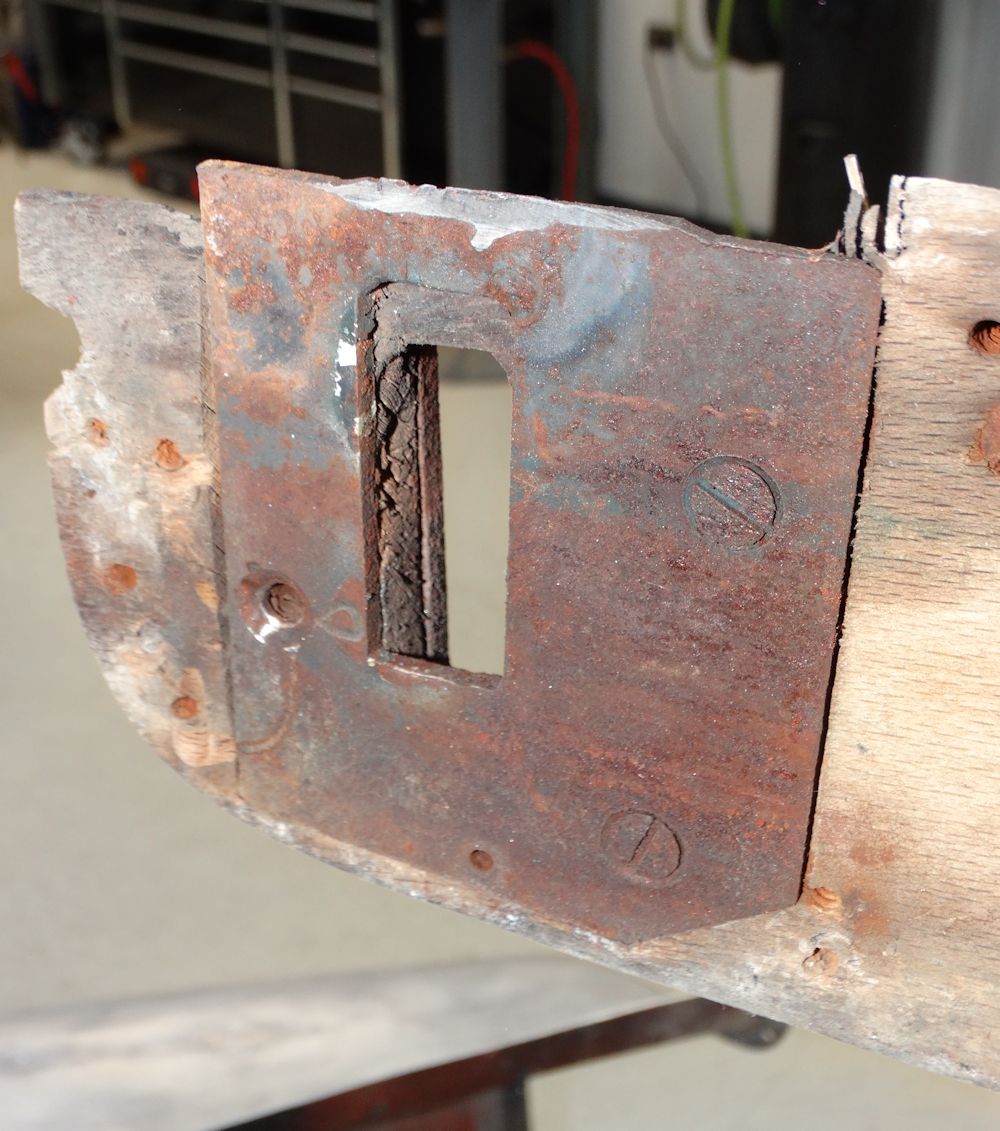
| The main panel needed significant repairs |
|
 |
 |
| Note cracks at the top edge of the panel where the hinges had caused flexing |
|
 |
 |
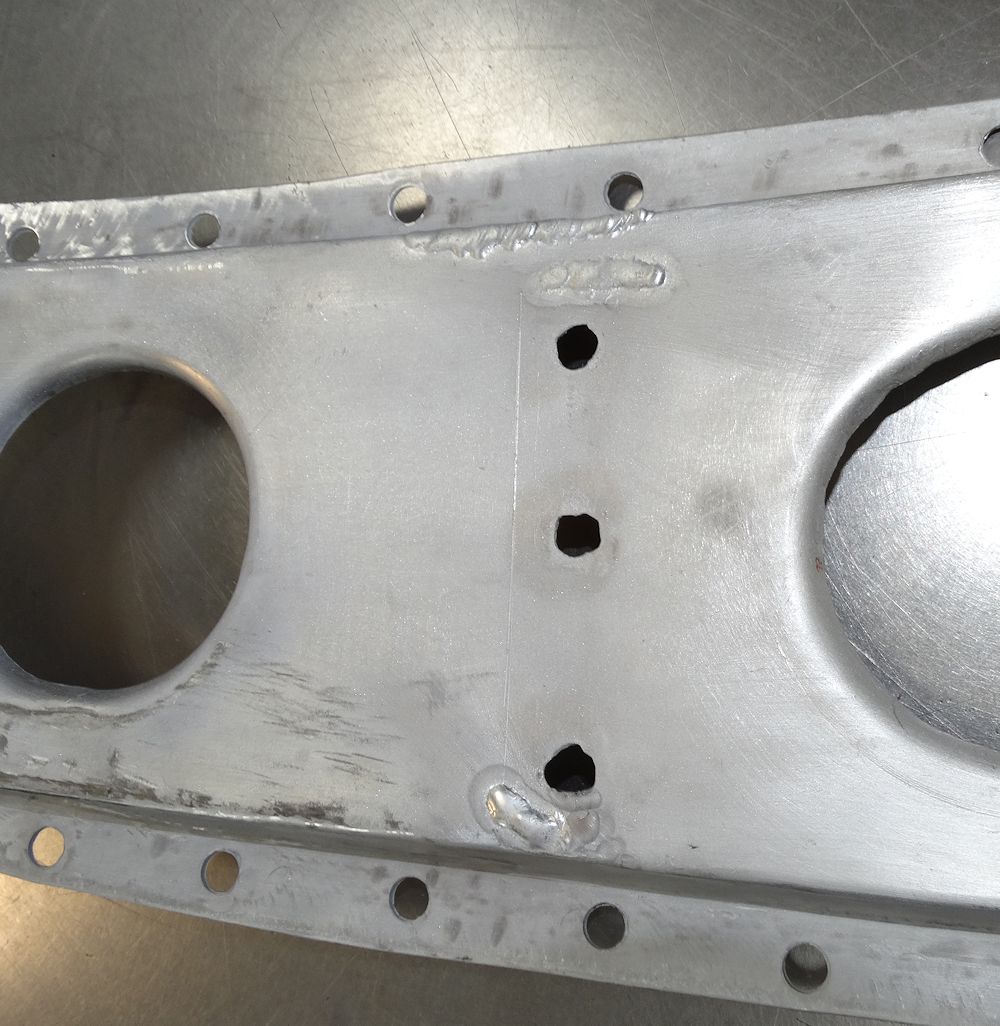
| Welding up the various cracks |
|
 |
 |
| Plugging the holes left after all the spot welds were drilled out |
|
 |
 |
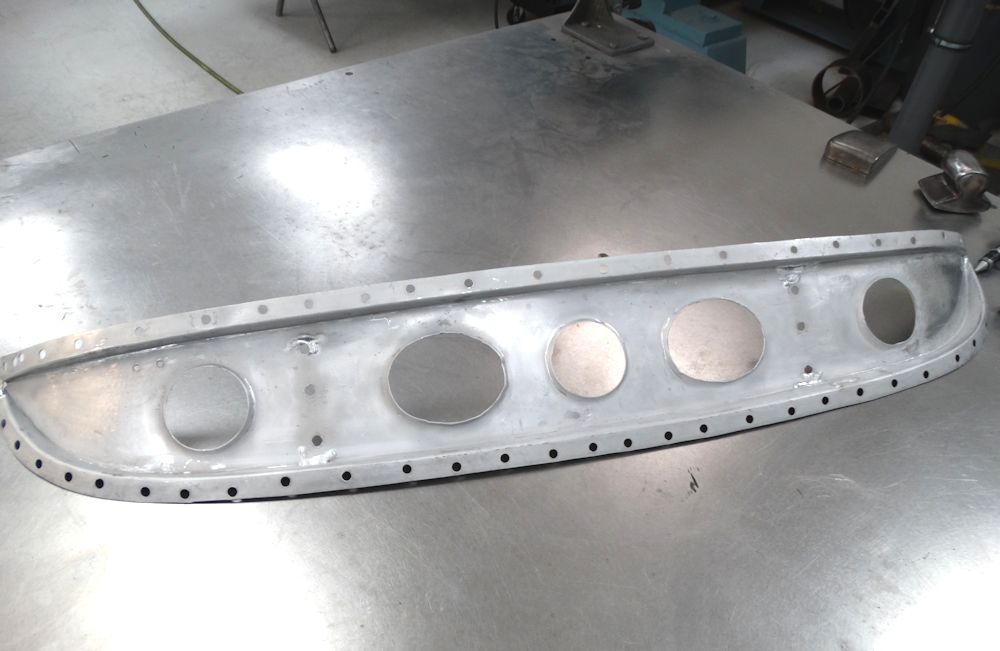
| After metal finishing, the old spot weld holes are invisible |
|
 |
 |
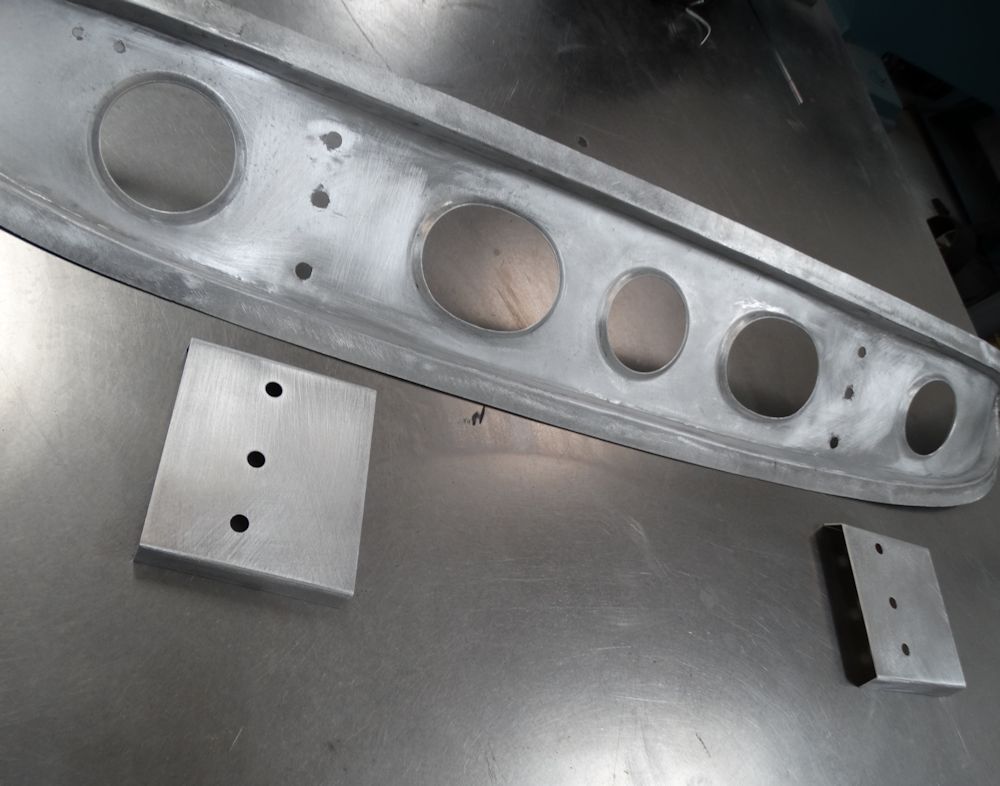
| Reshaping the holes in the rear panel with a dimple die |
The holes all look new once more |
 |
 |
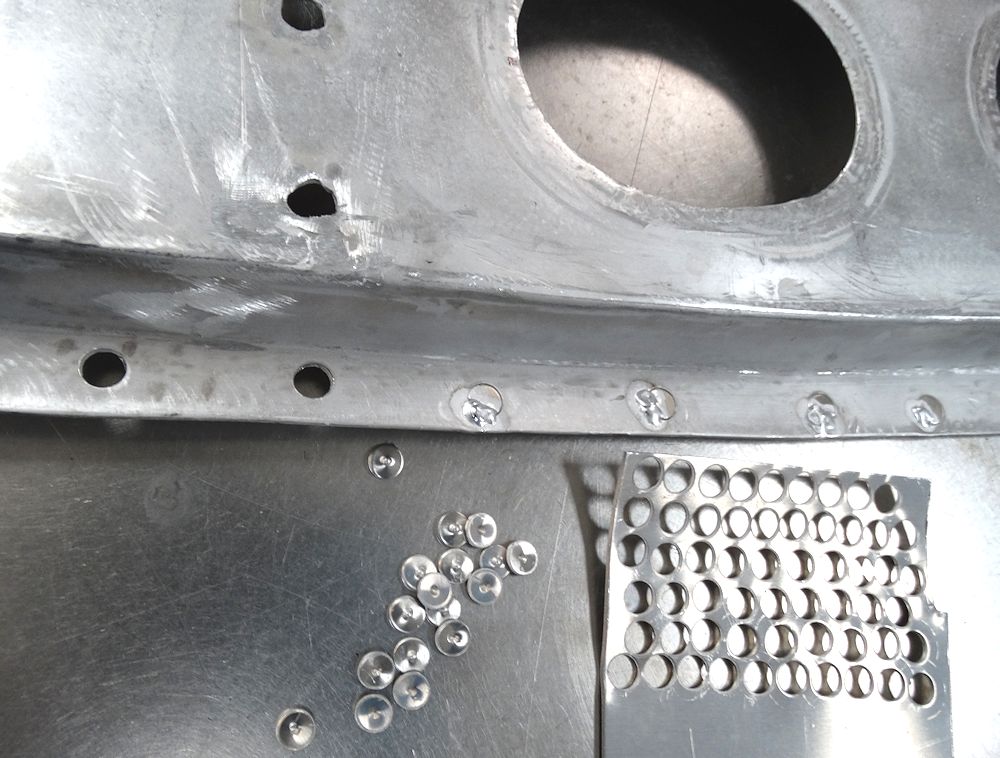
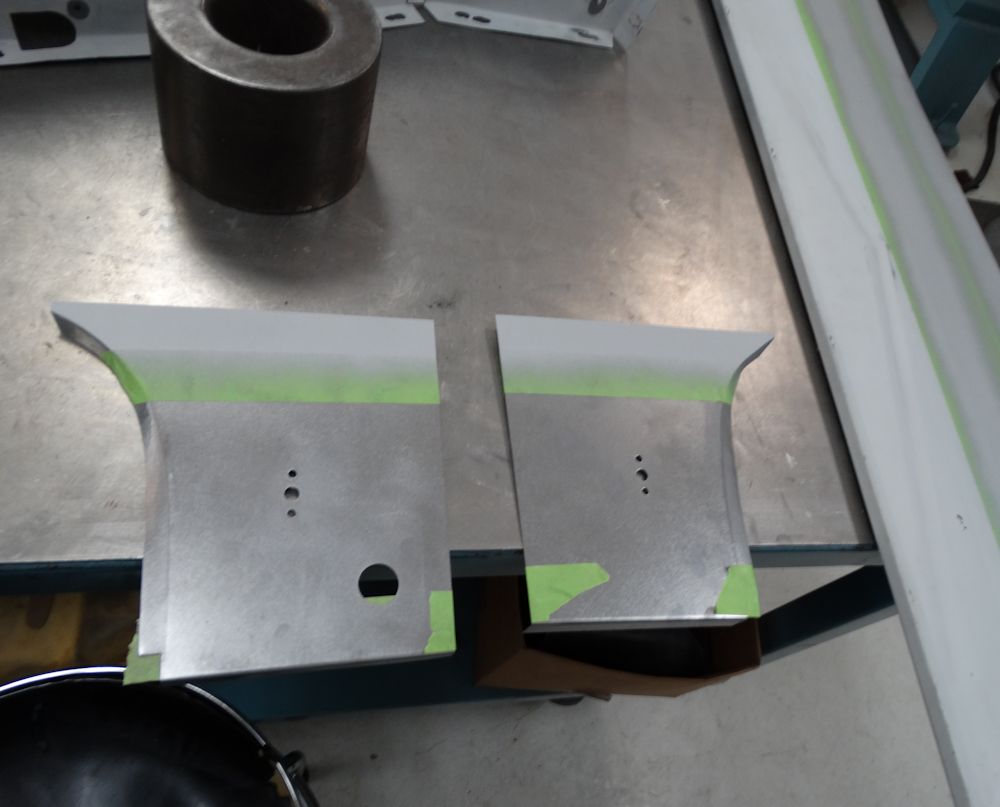
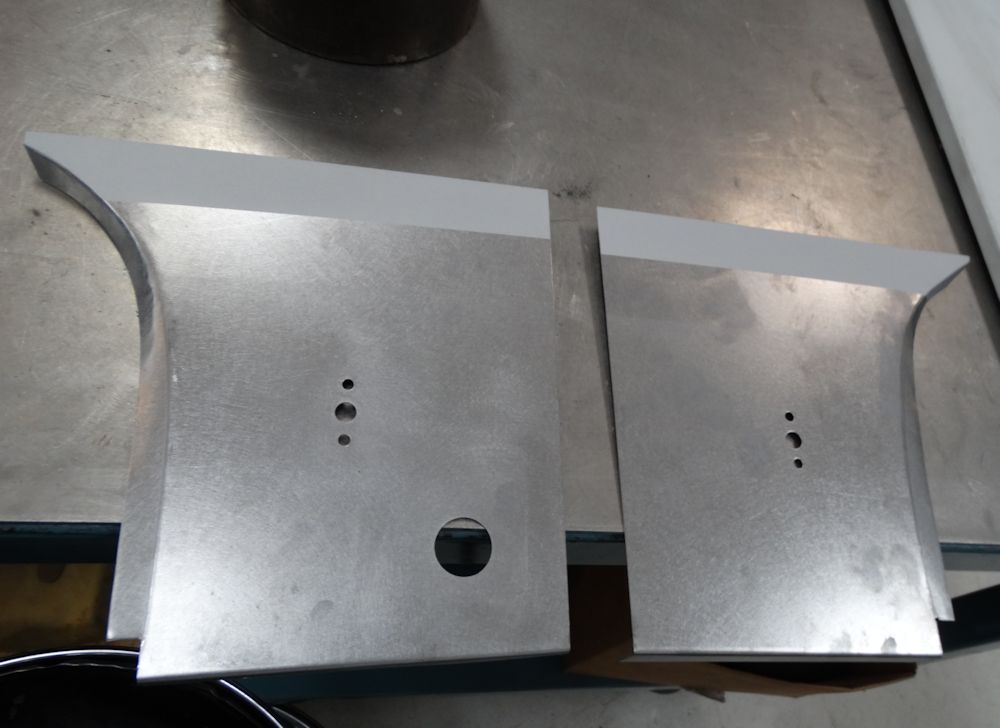
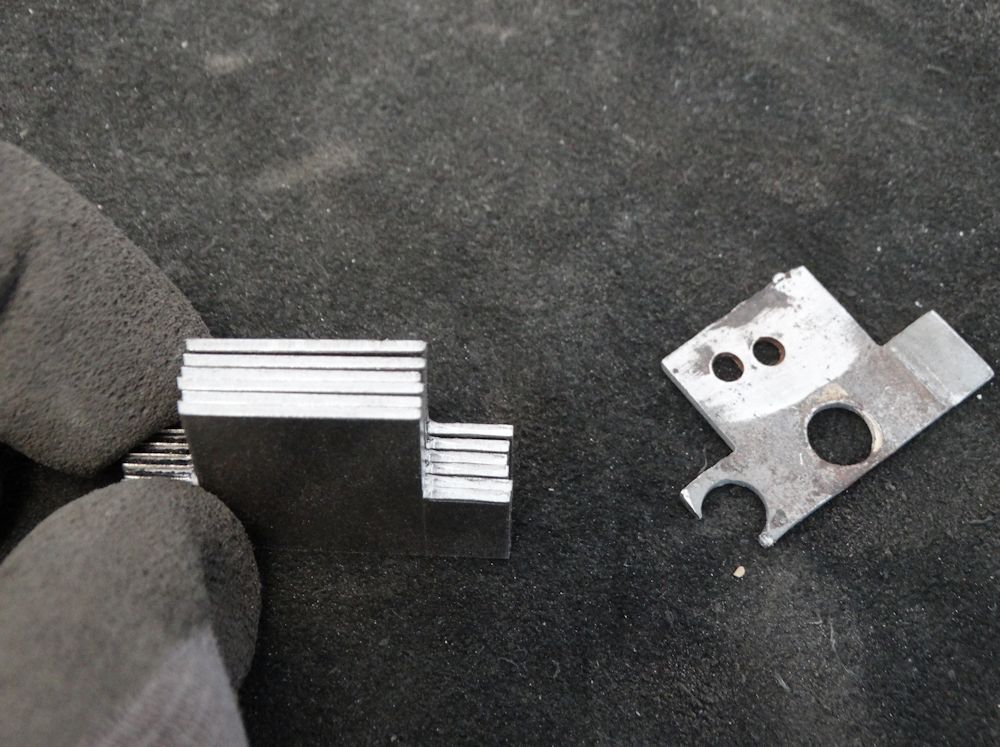
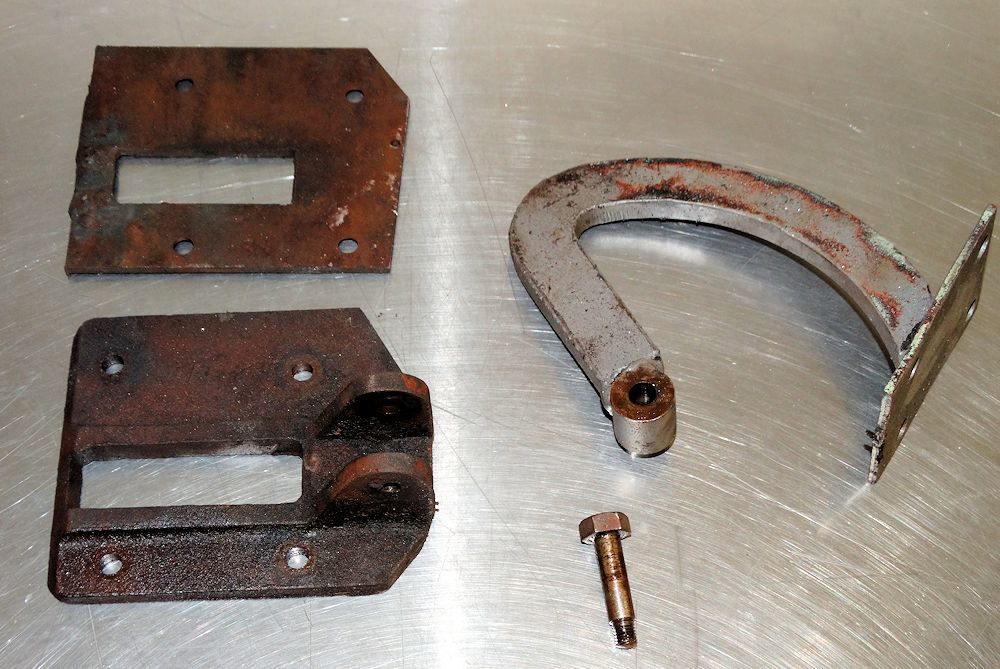
| Fabricating reinforcement panels for the backside of the hinge mounting points |
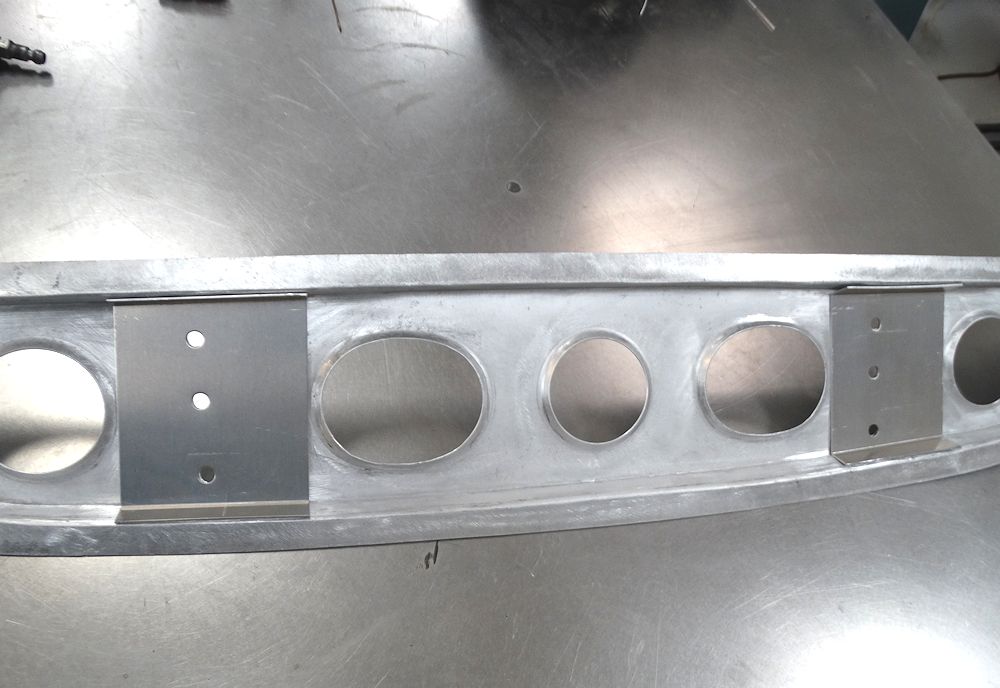
Trial fitting reinforcement plates |
 |
 |
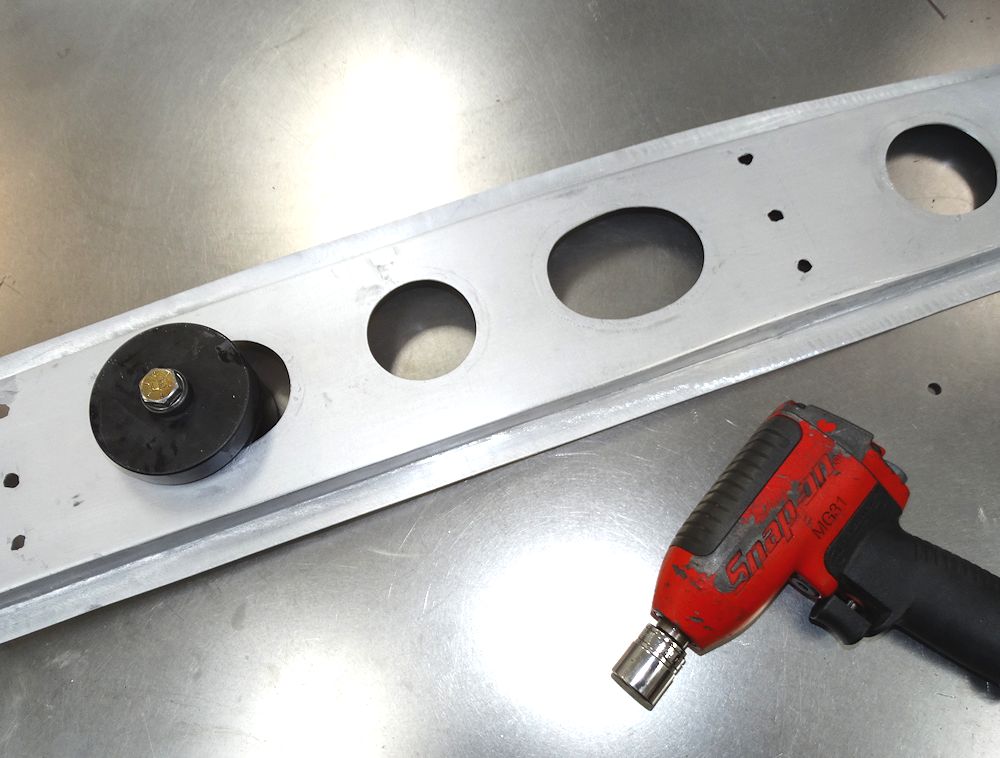
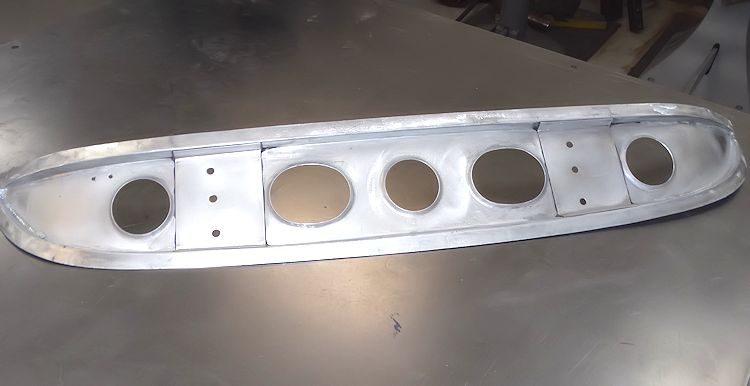
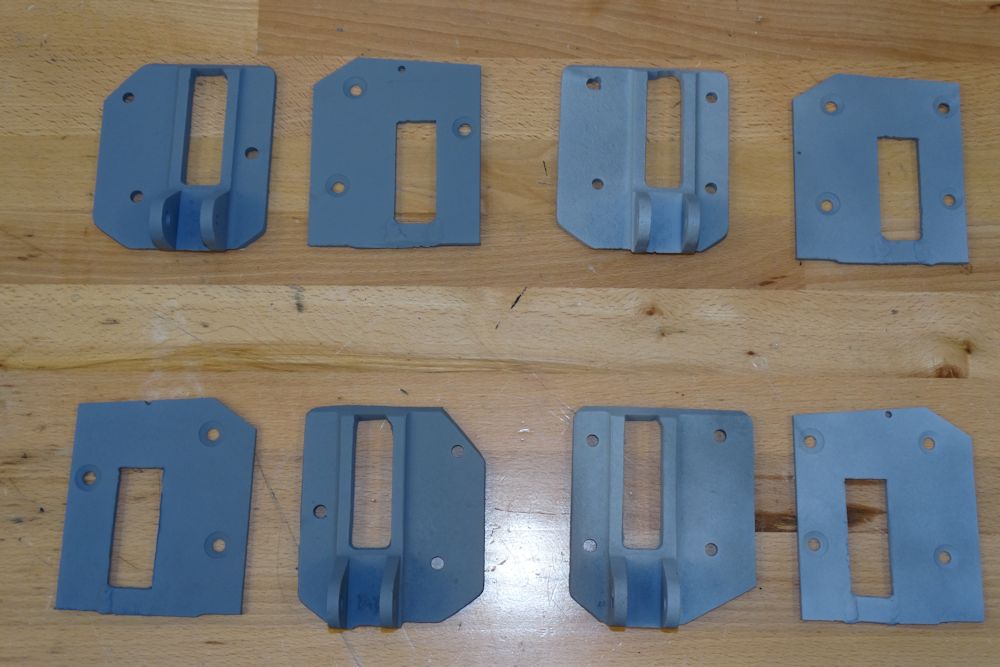
| Plates bonded in place with 3M Panel Bonding Adhesive |
Close-up of the reinforcement panels |
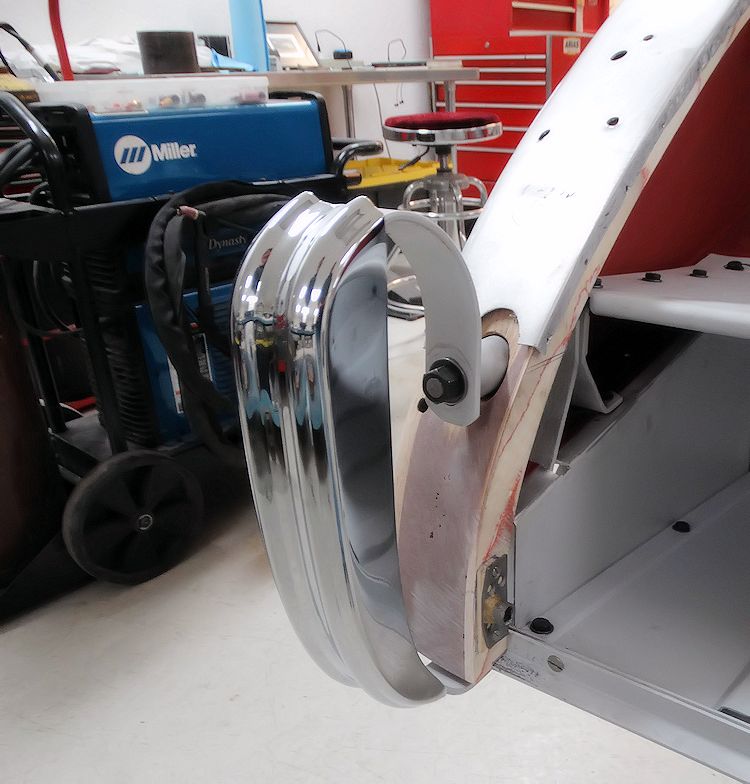
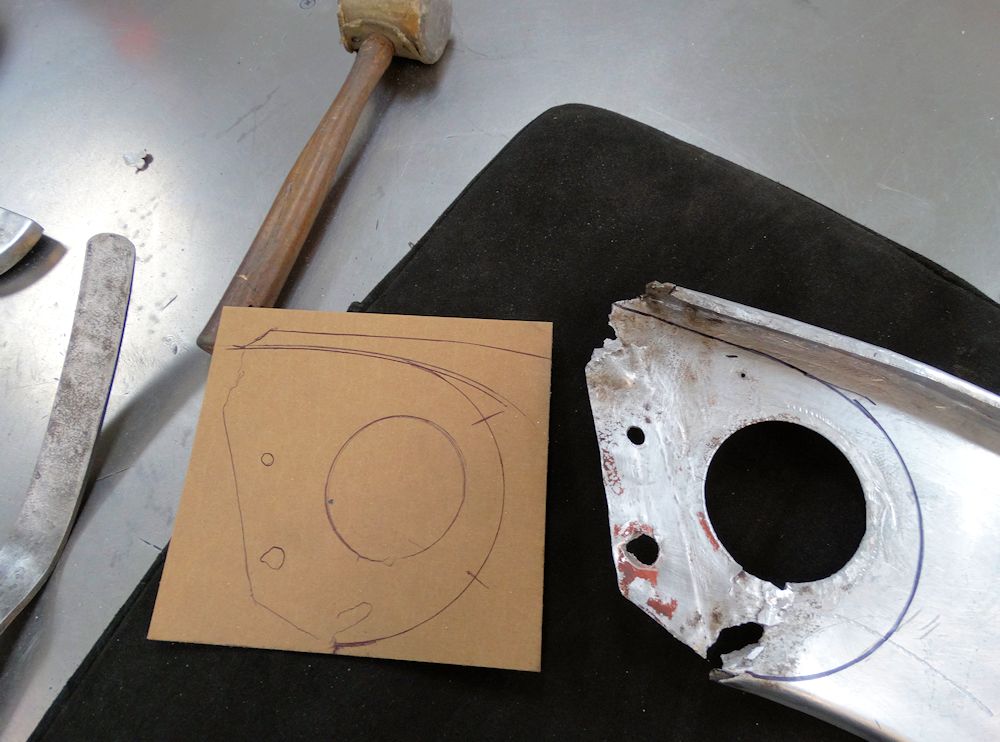
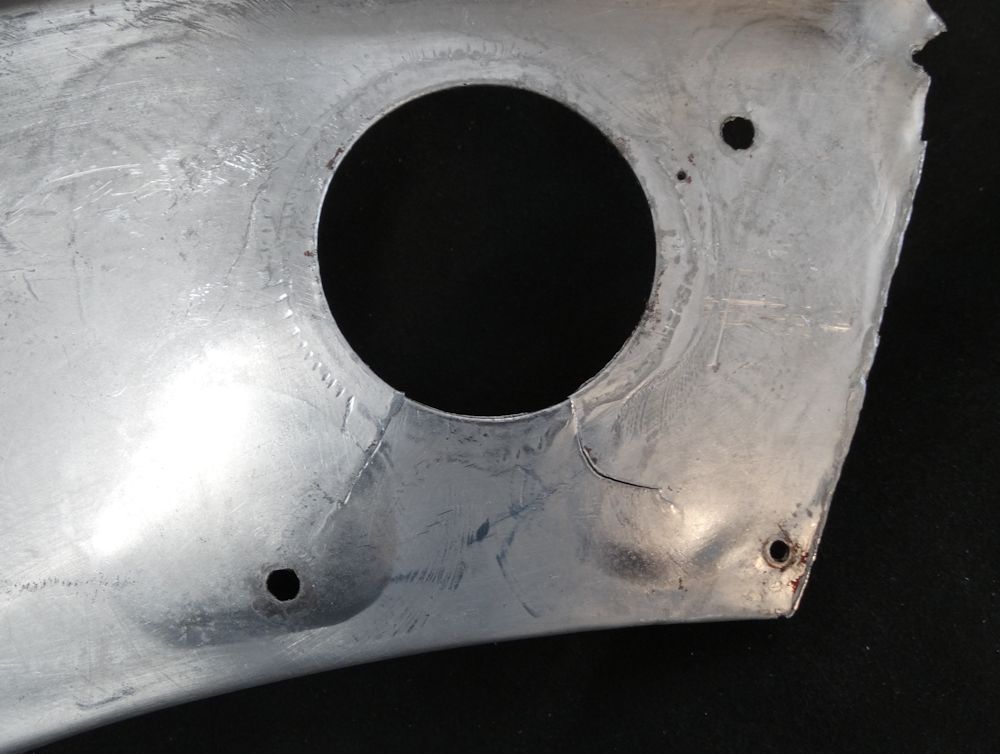
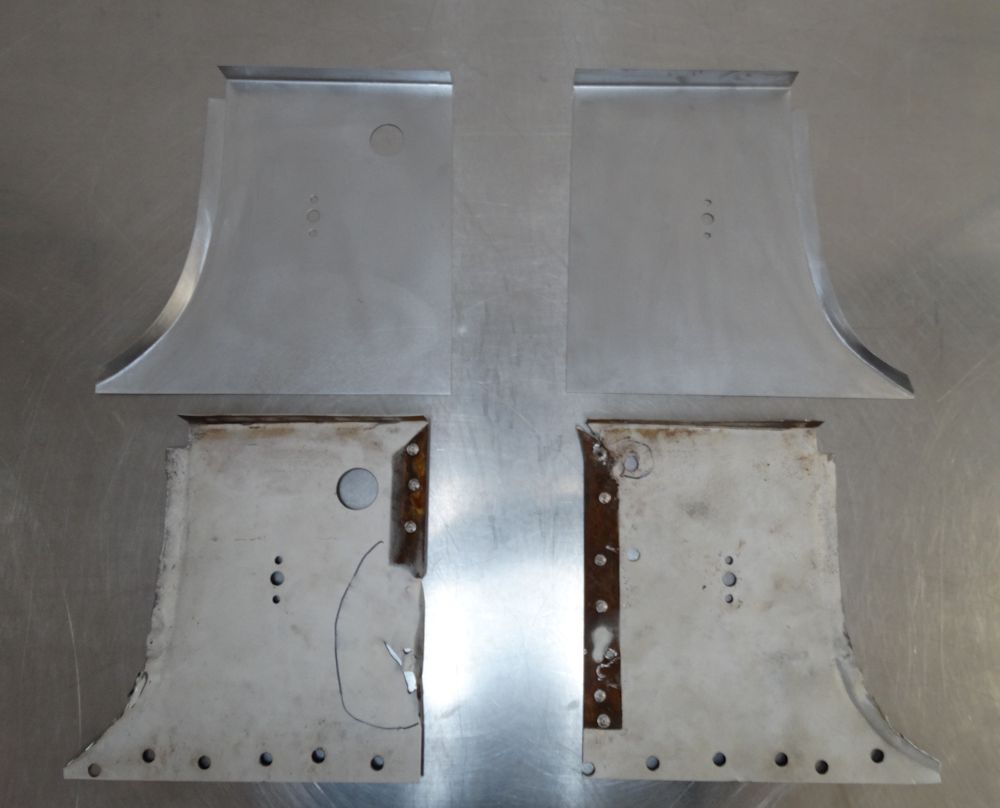
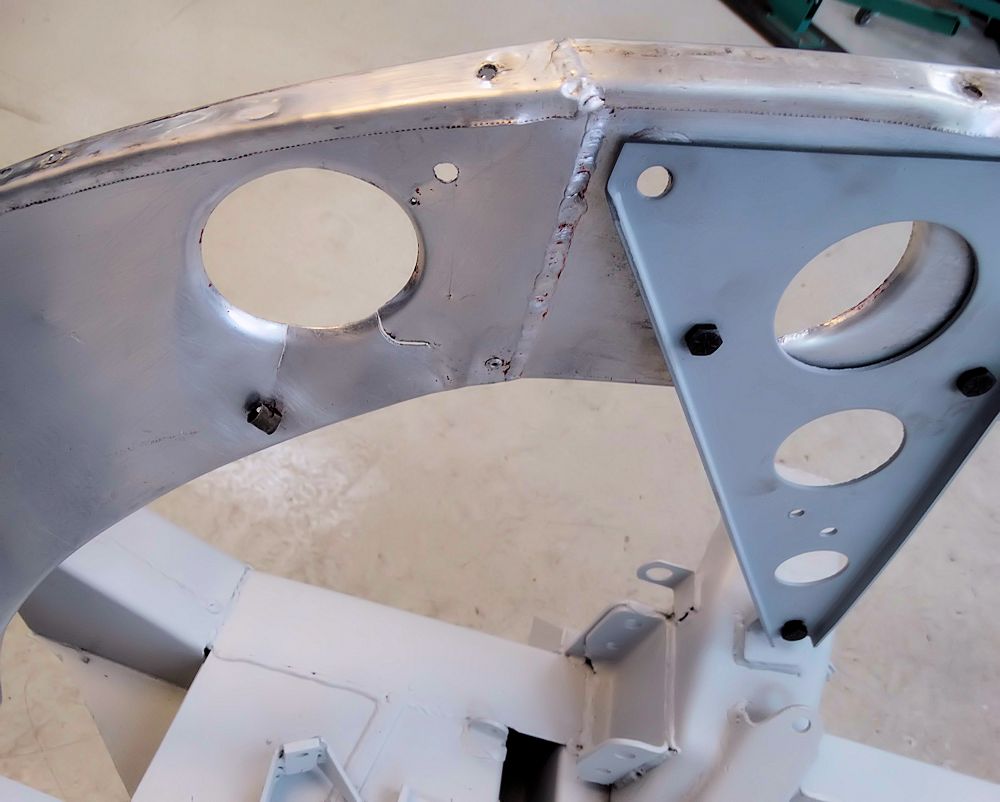
Repairing and restoring the forward sections of the aluminum front wing support brackets.
 |
 |
| Both forward sections of the alloy front
wing support brackets are in need of repair |
Note cracks in panel |
 |
 |
| Separating the forward panel |
|
 |
 |
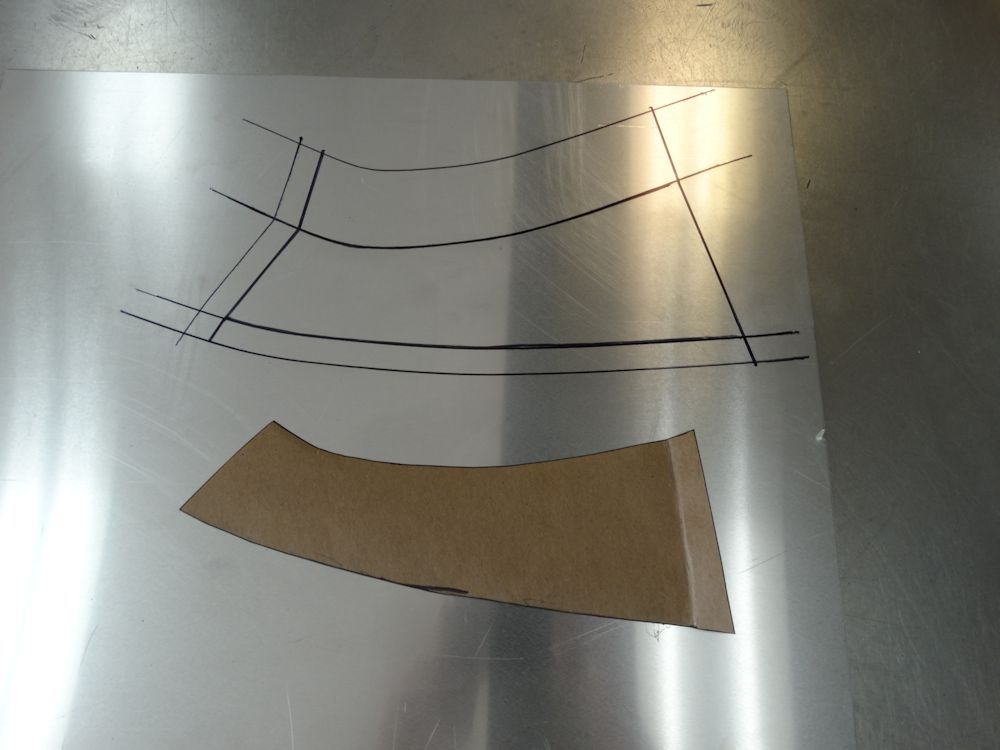
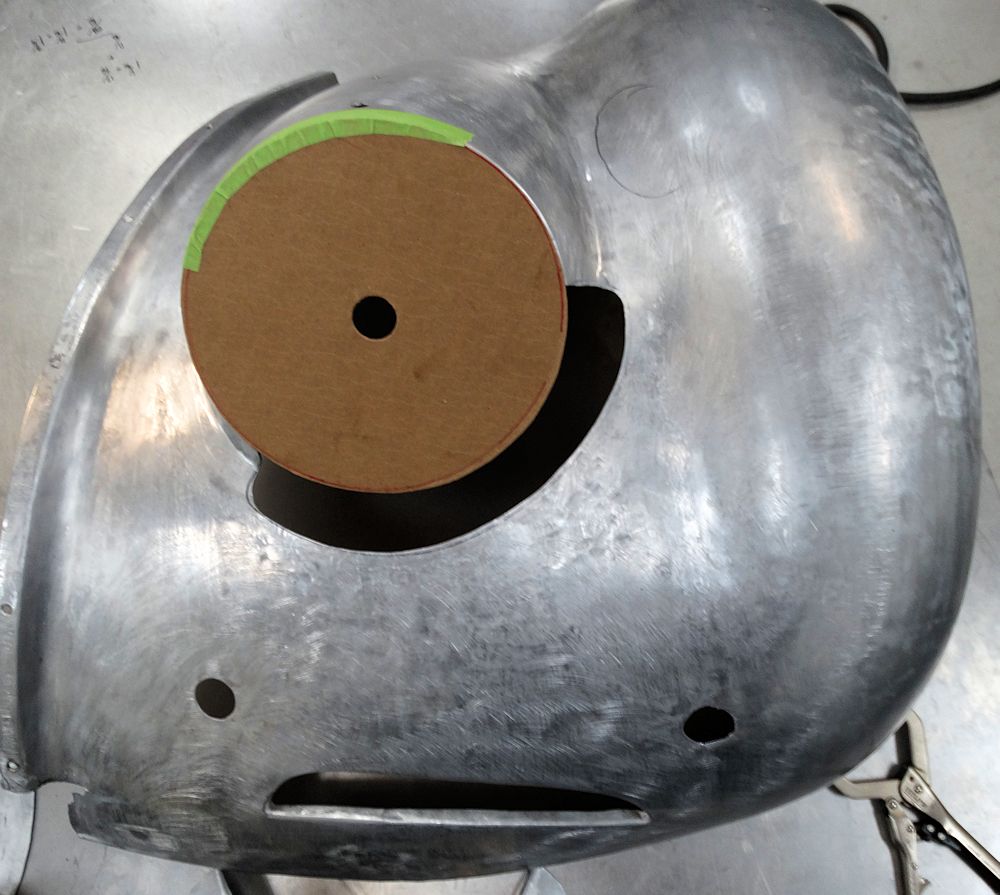
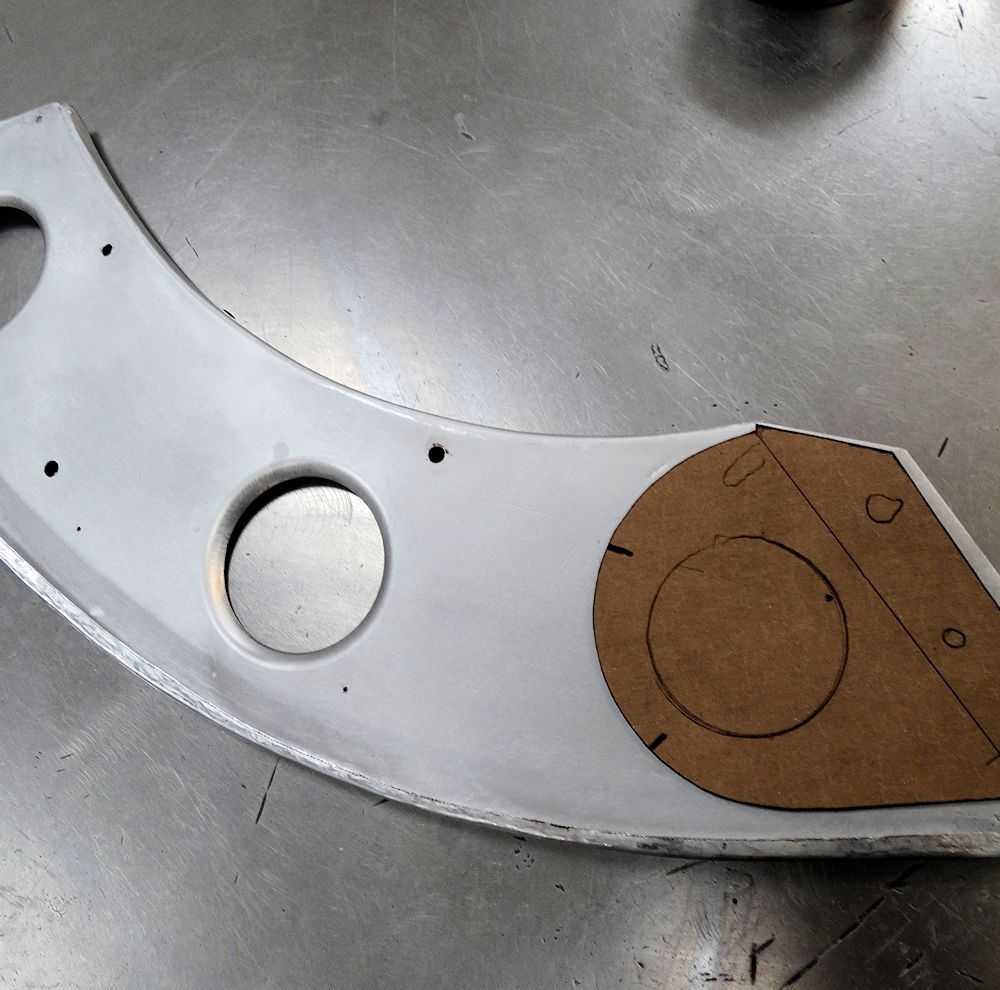
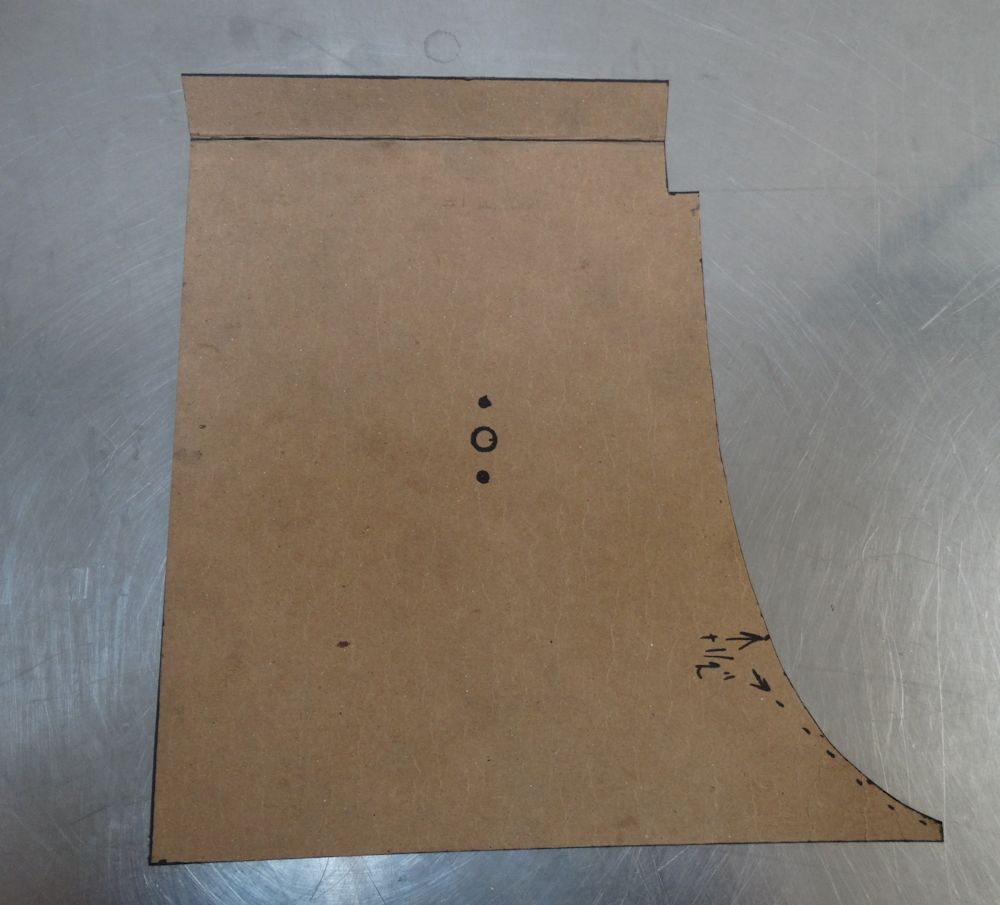
| Making a card template for section to be
replaced |
Preparing to weld up cracks |
 |
 |
 |
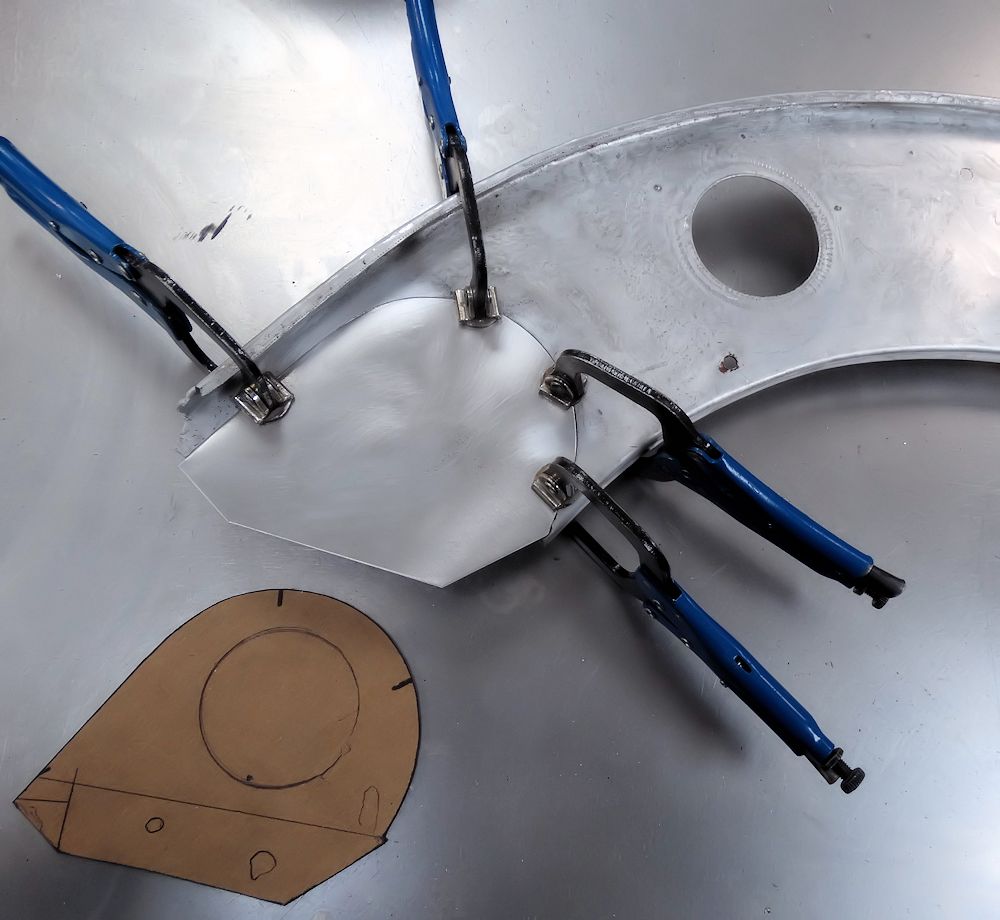 |
| Clamping repair panel in place |
|
 |
 |
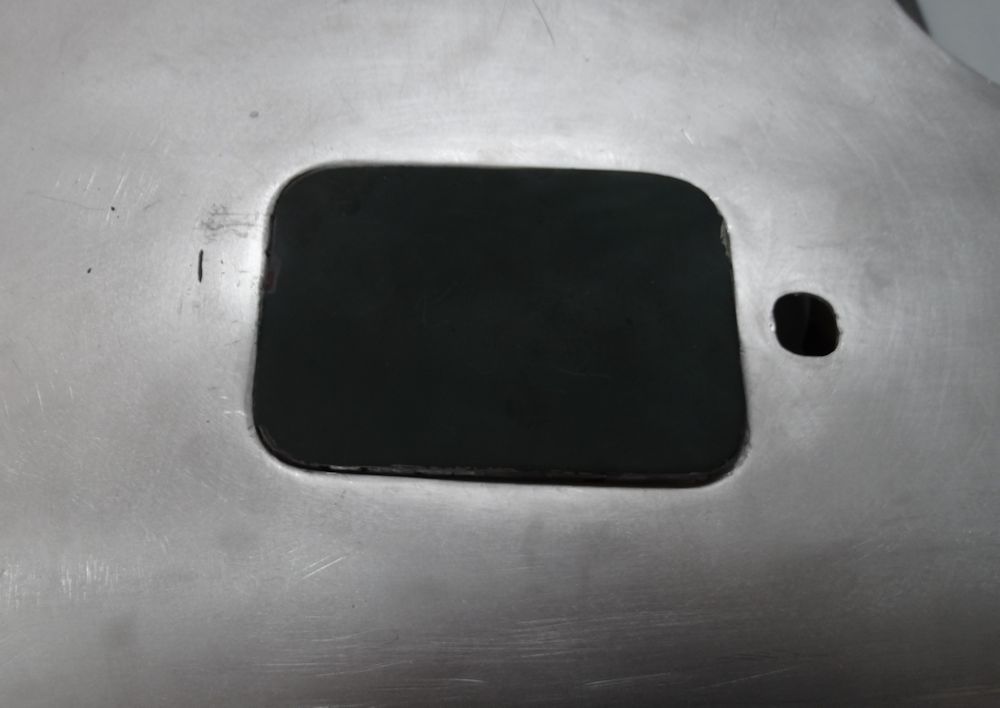
| Panel is TIG welded in position |
|
 |
 |
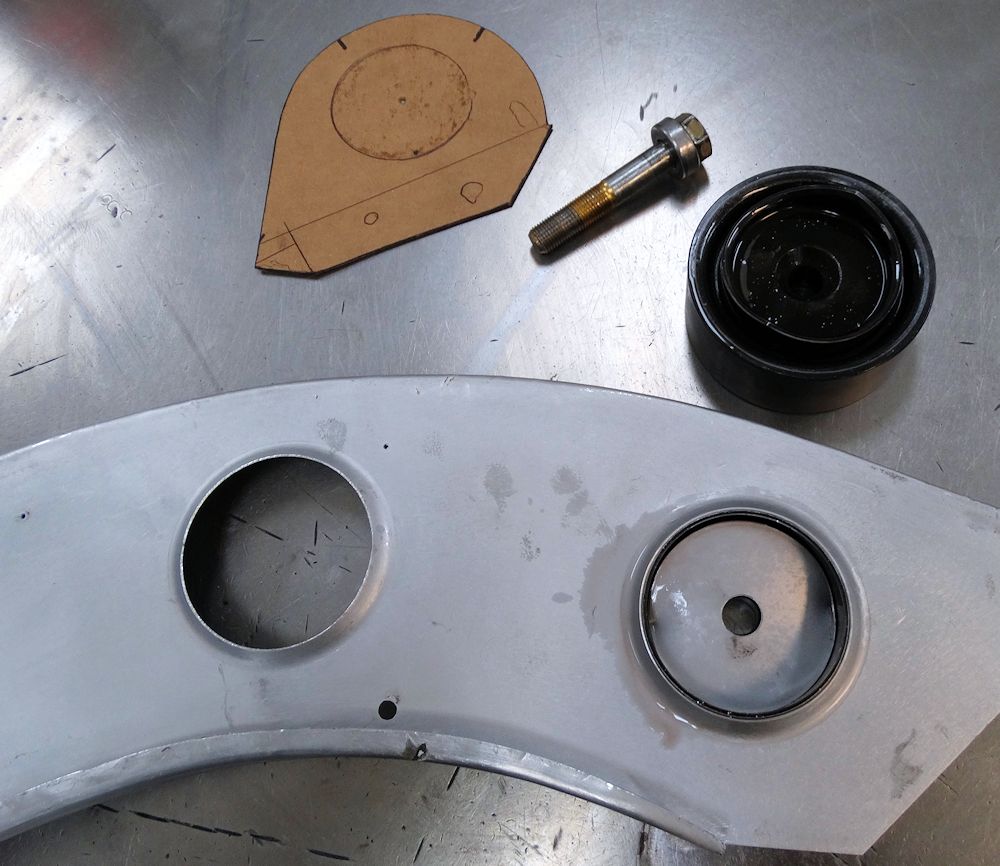
| After metal finishing, the TIG weld bead is invisible |
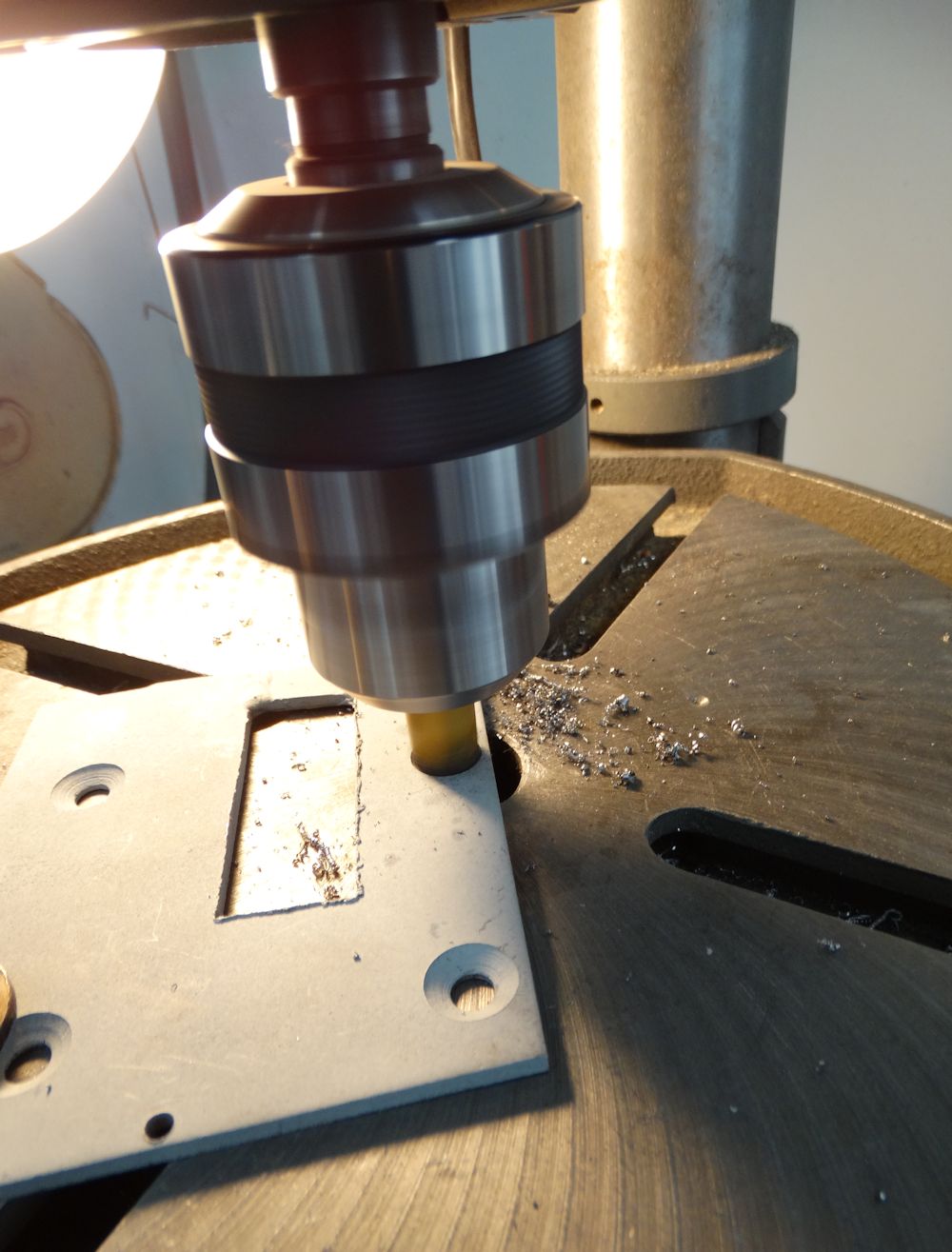
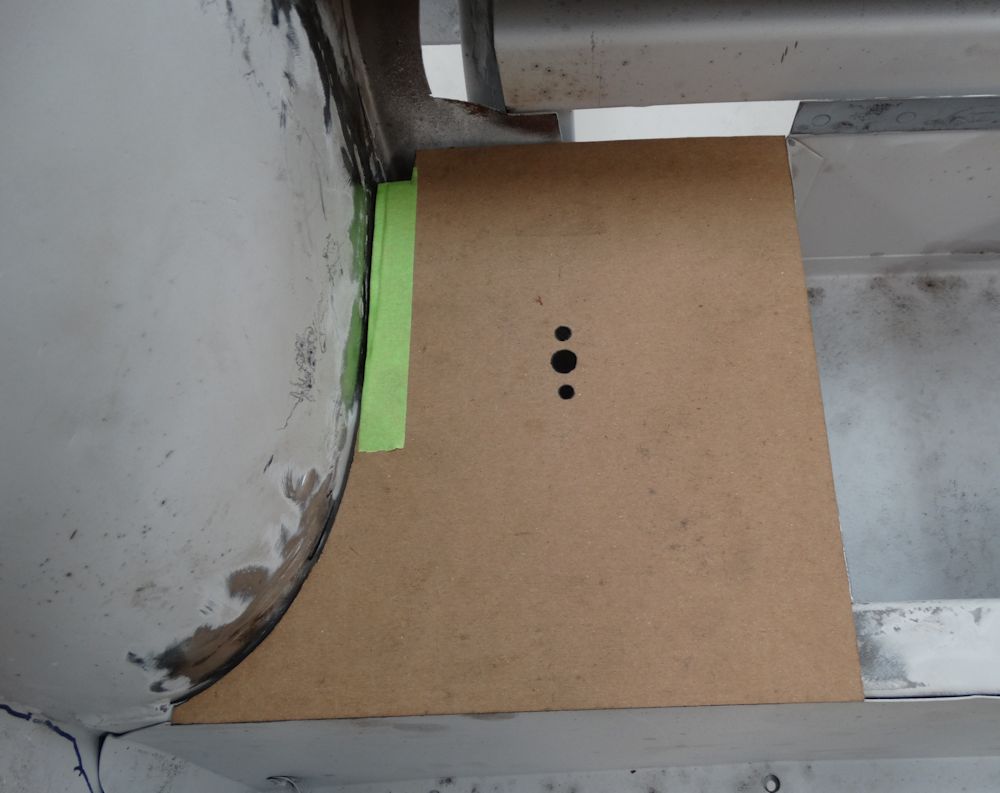
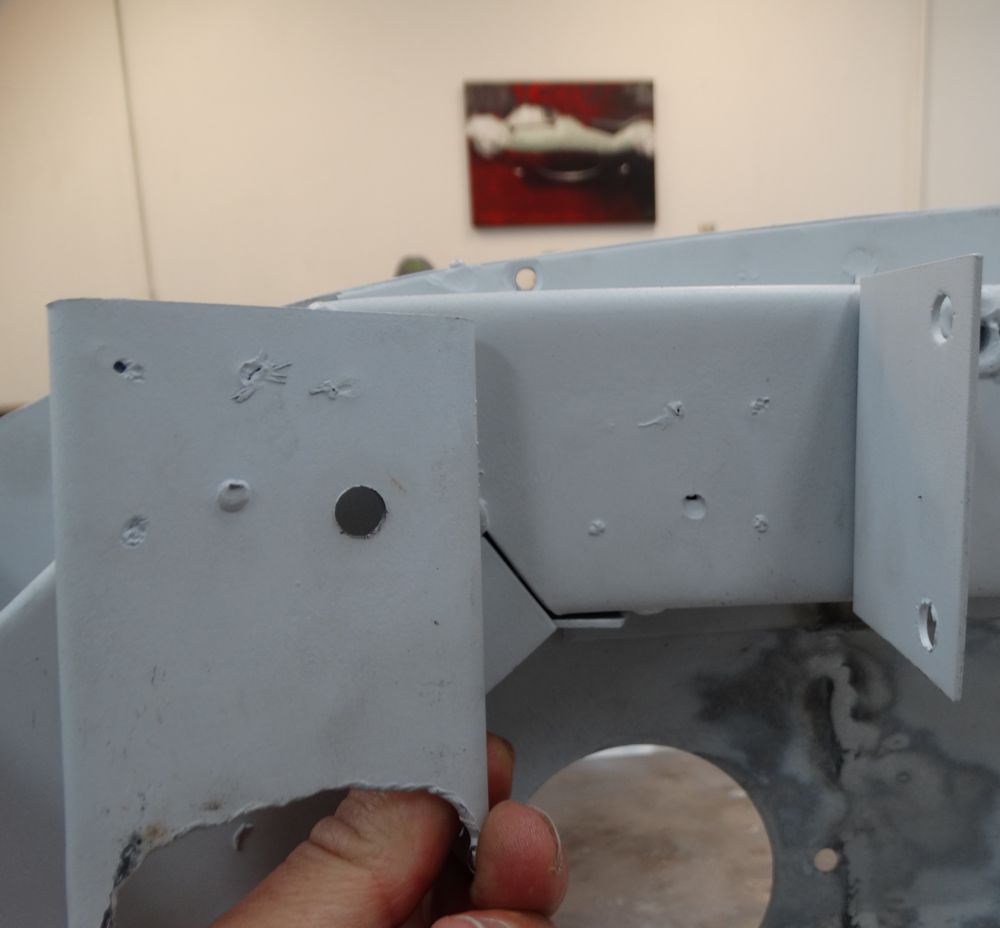
Plotting the required position of the new
hole |
 |
 |
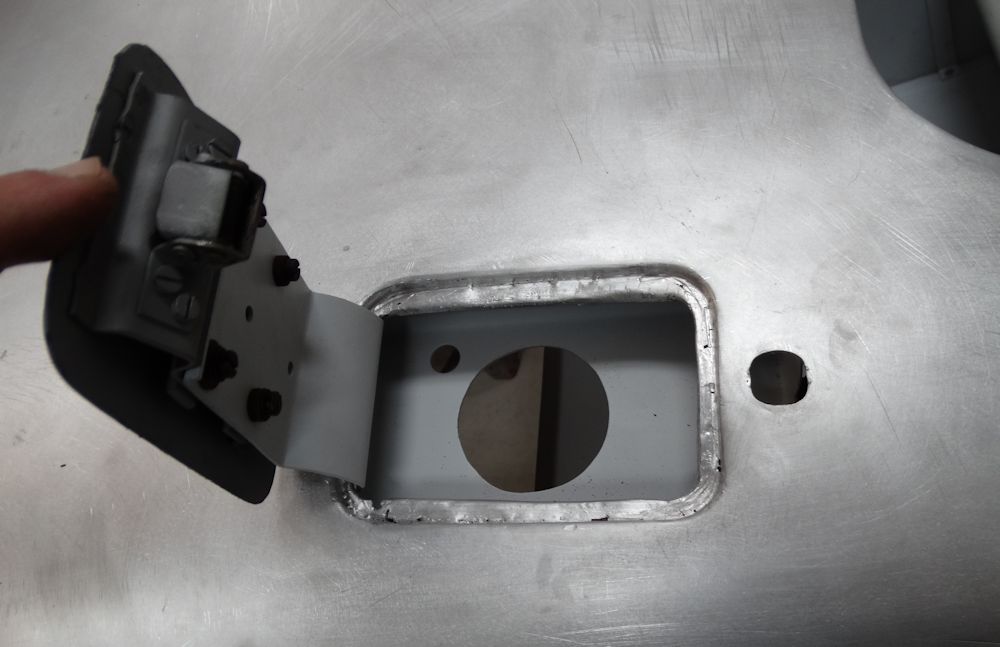
| New hole cut and beveled precisely as the original had been |
|
 |
 |
| Leading edge of second bracket will also be
repaired |
|
 |
 |
 |
 |
| Repair panel welded in place on second panel |
The patched panel after metal finishing |
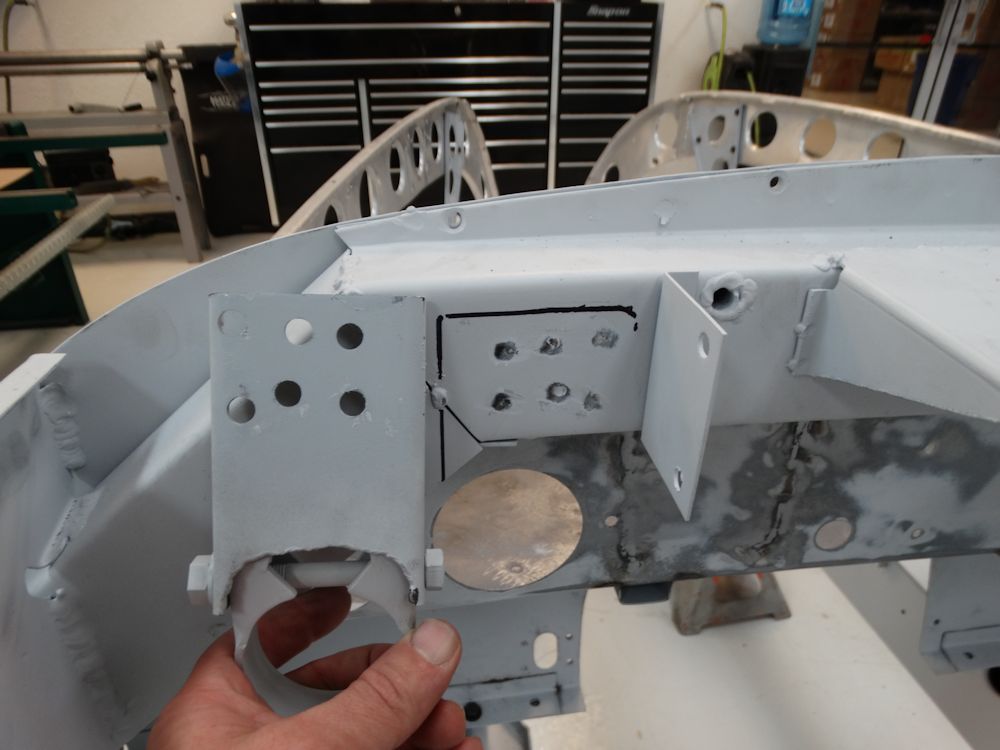
 |
 |
| Trial fitting the bonnet in conjunction with
the repaired wing support brackets |
|
 |
 |
| Left forward section clamped in position but
not yet welded permanently in place |
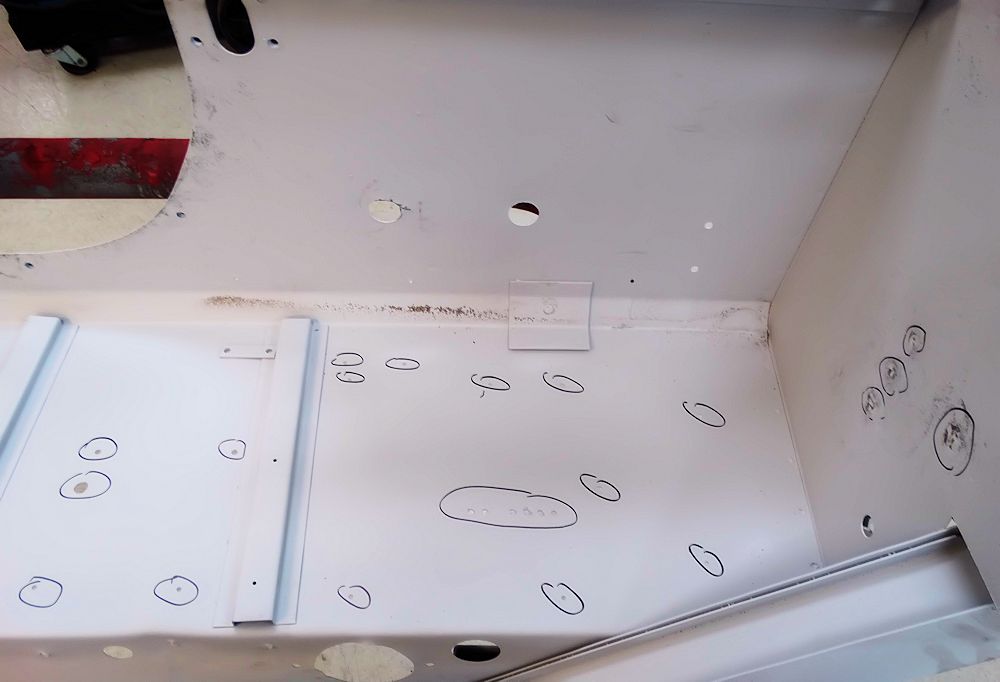
Repairing the rear bulkhead and battery box surrounding panels..
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
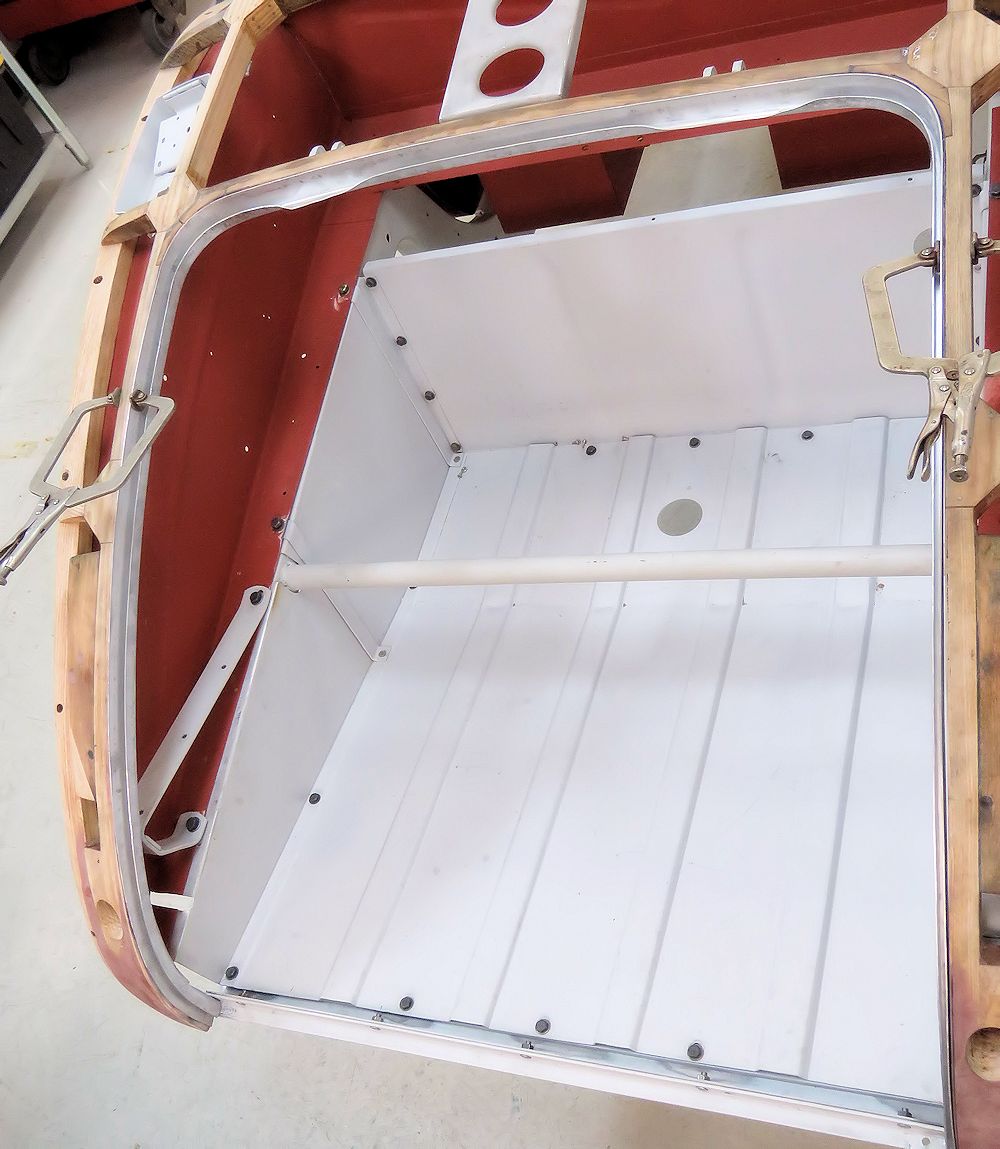
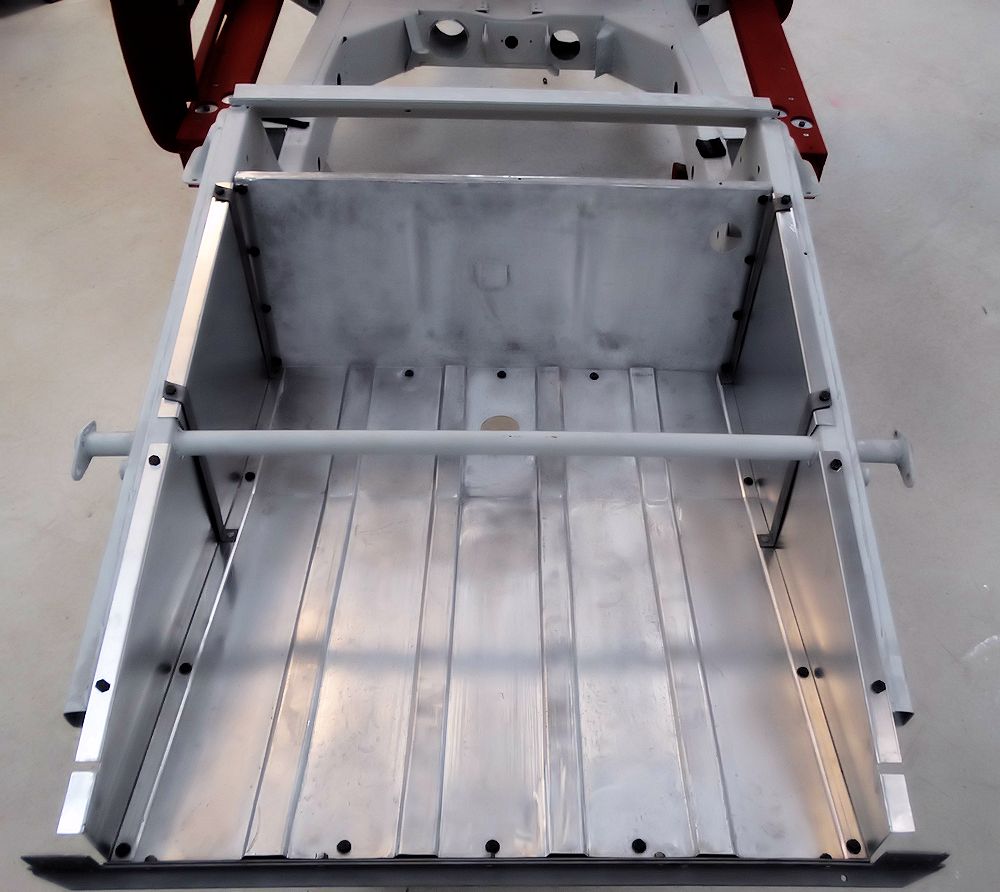
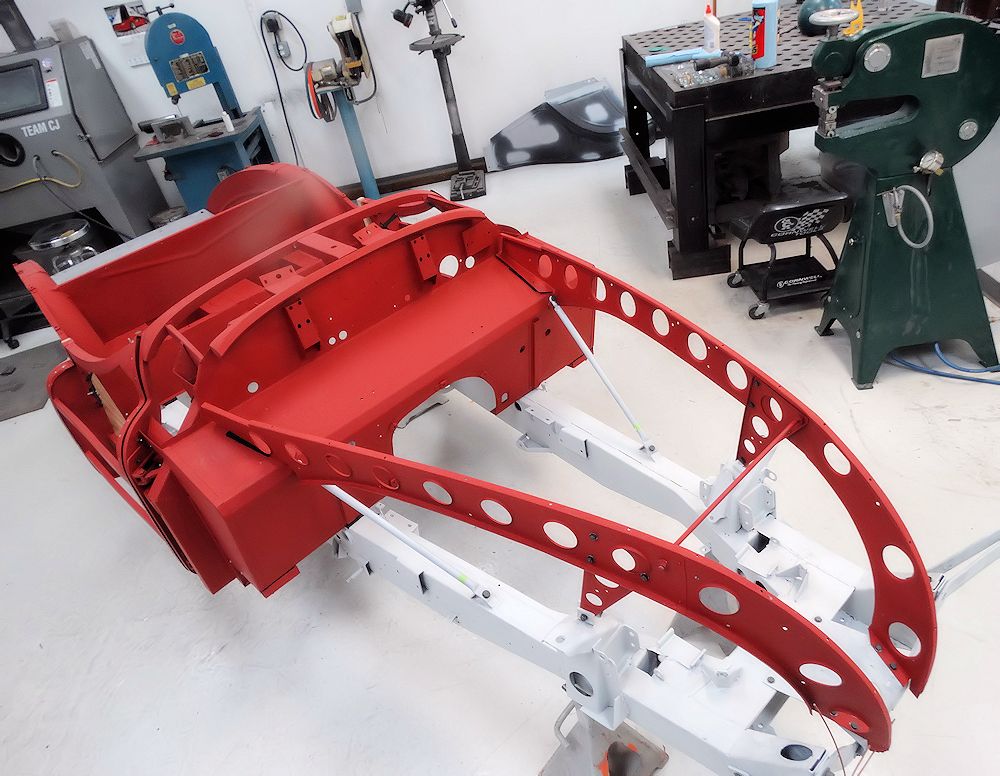
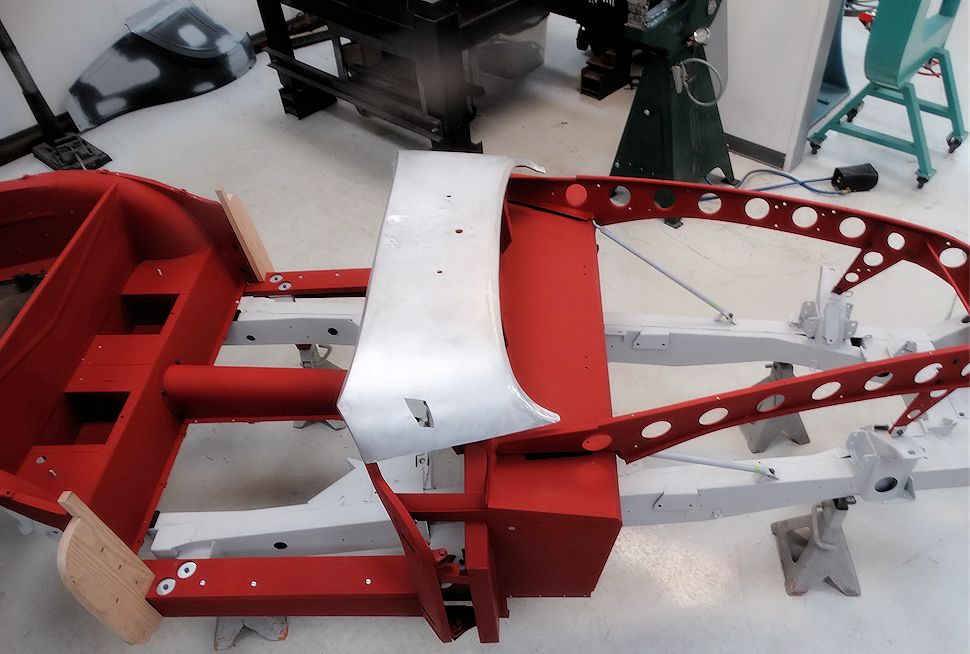
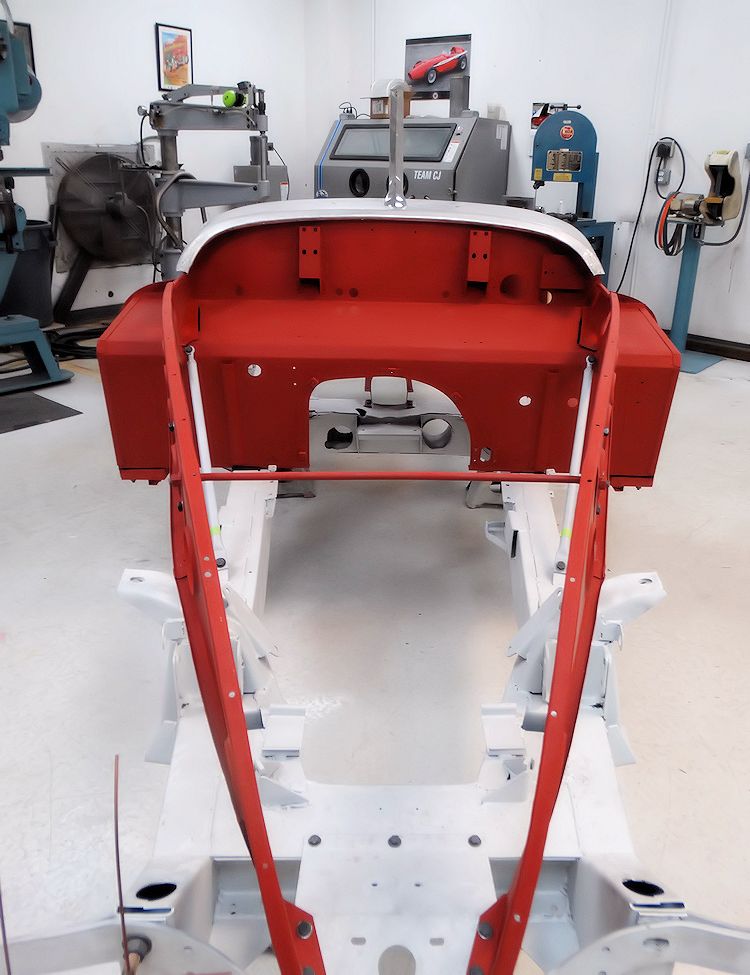
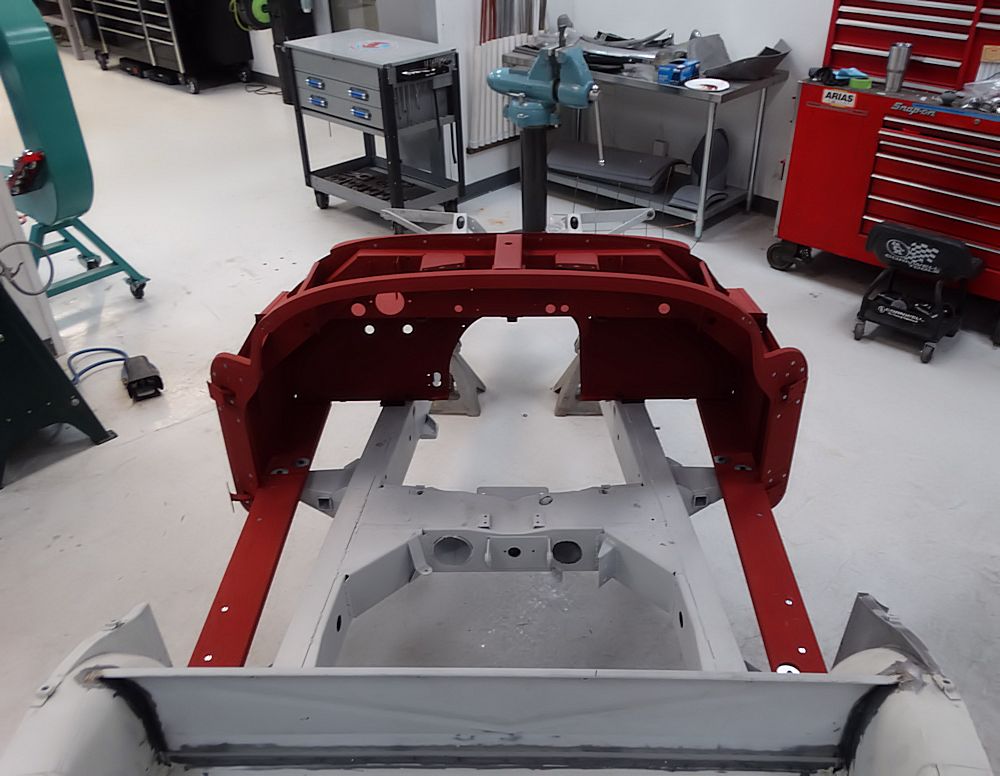
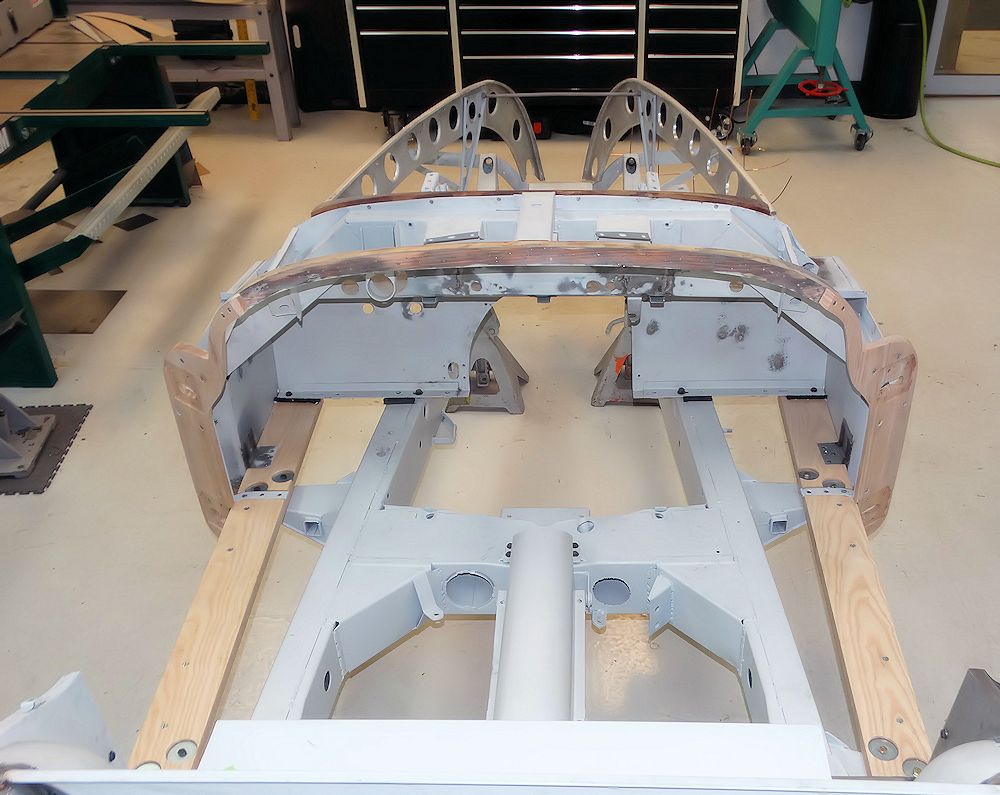
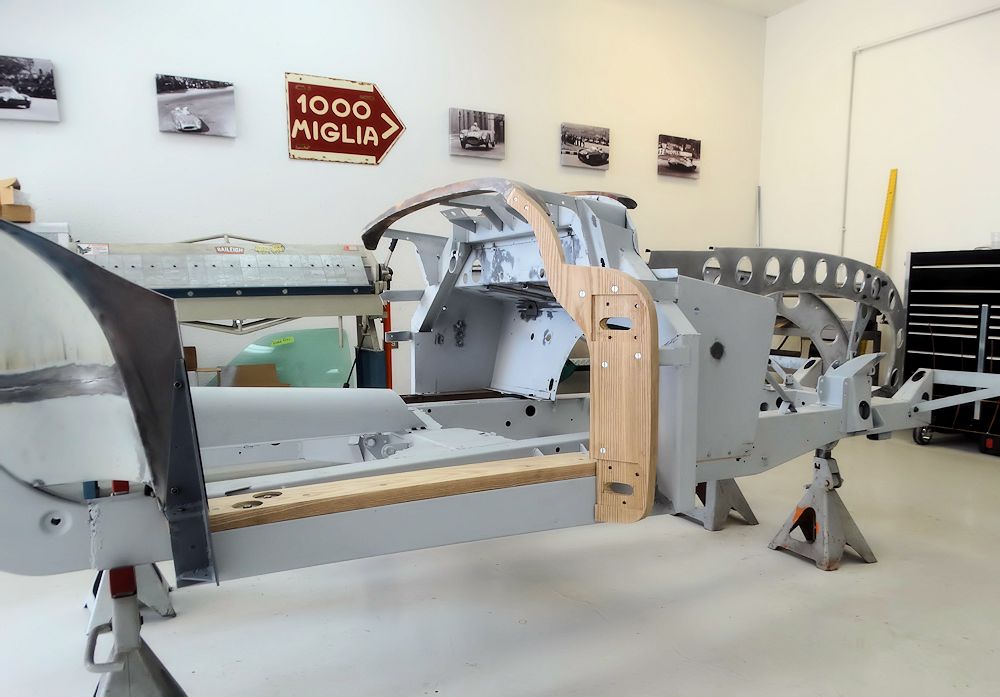
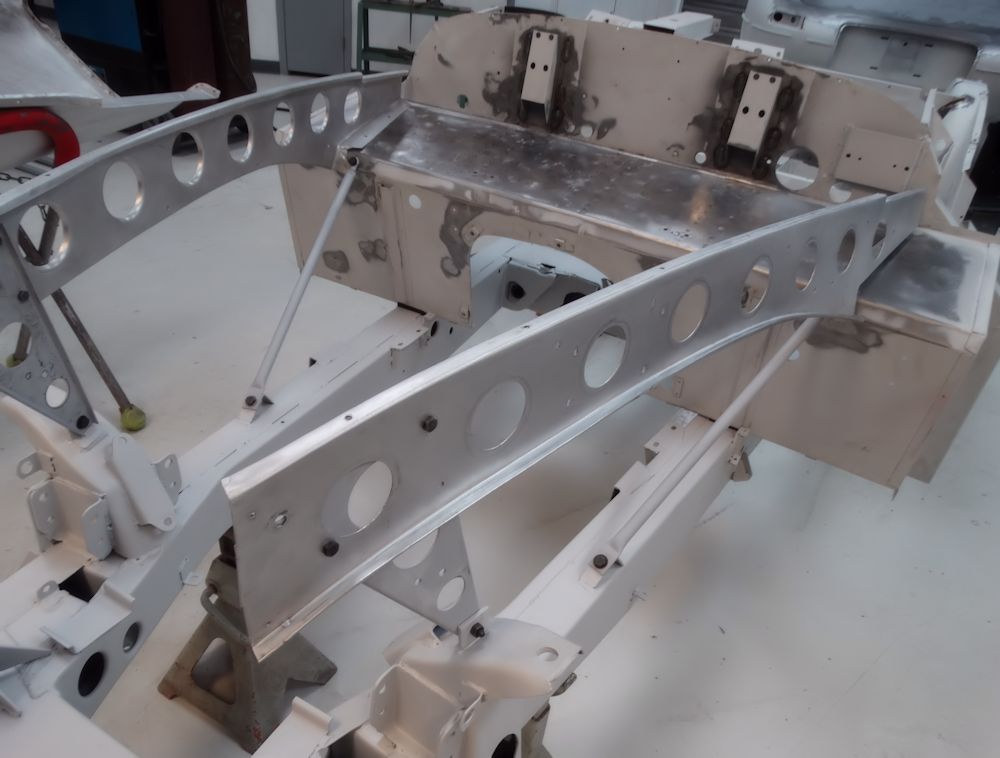
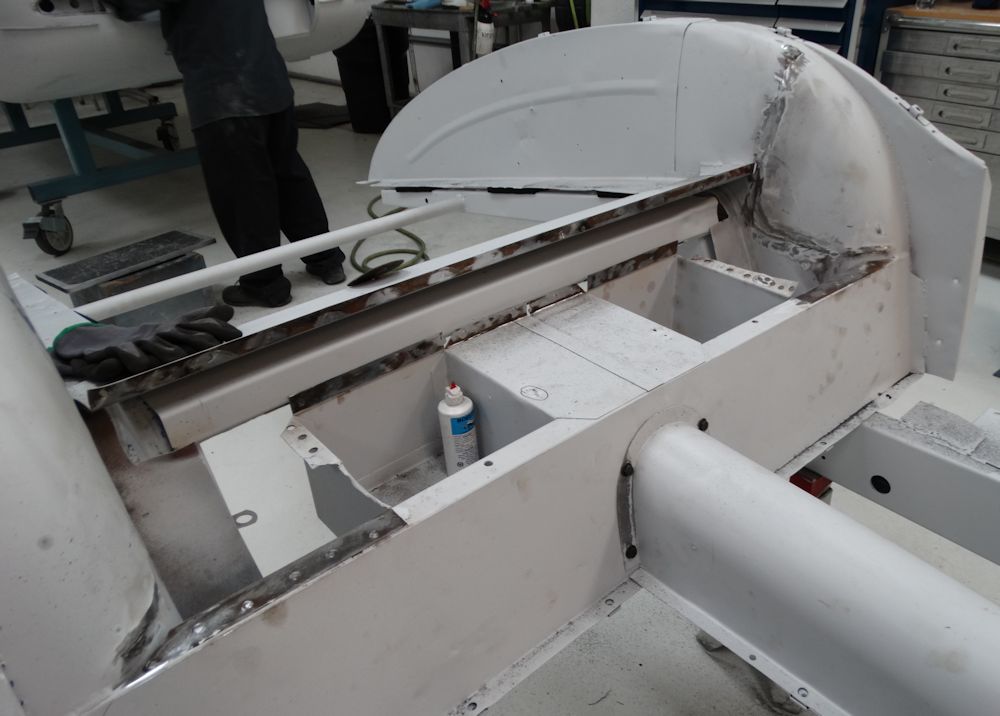
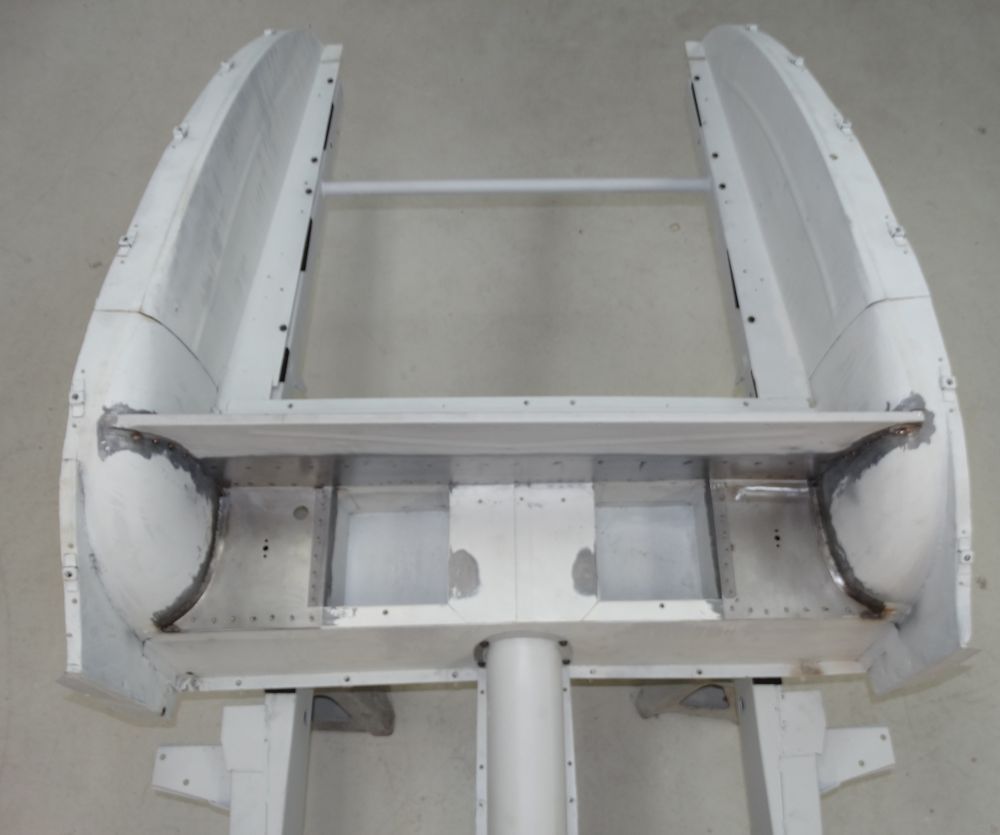
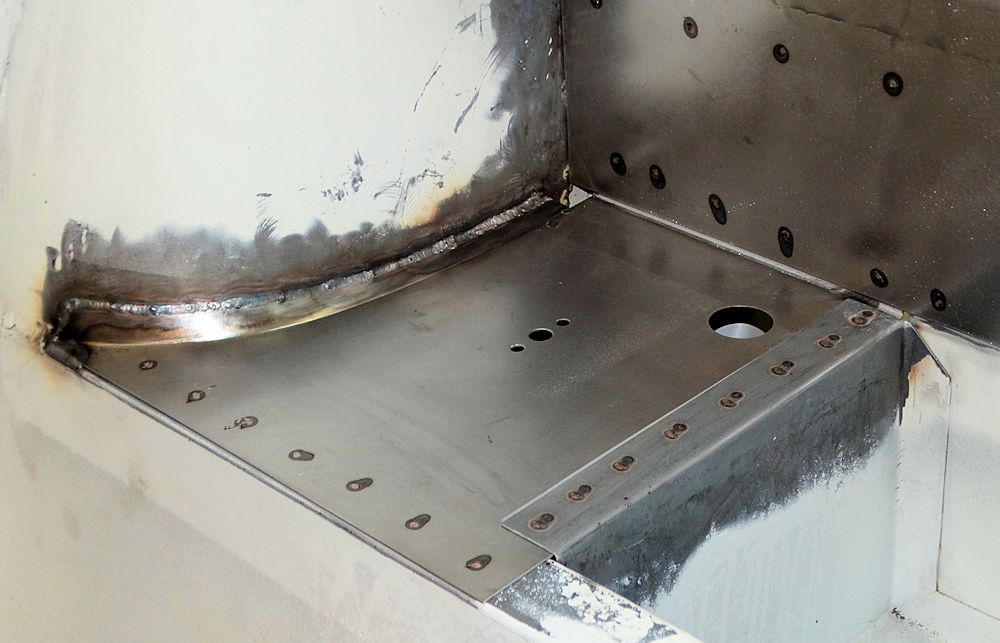
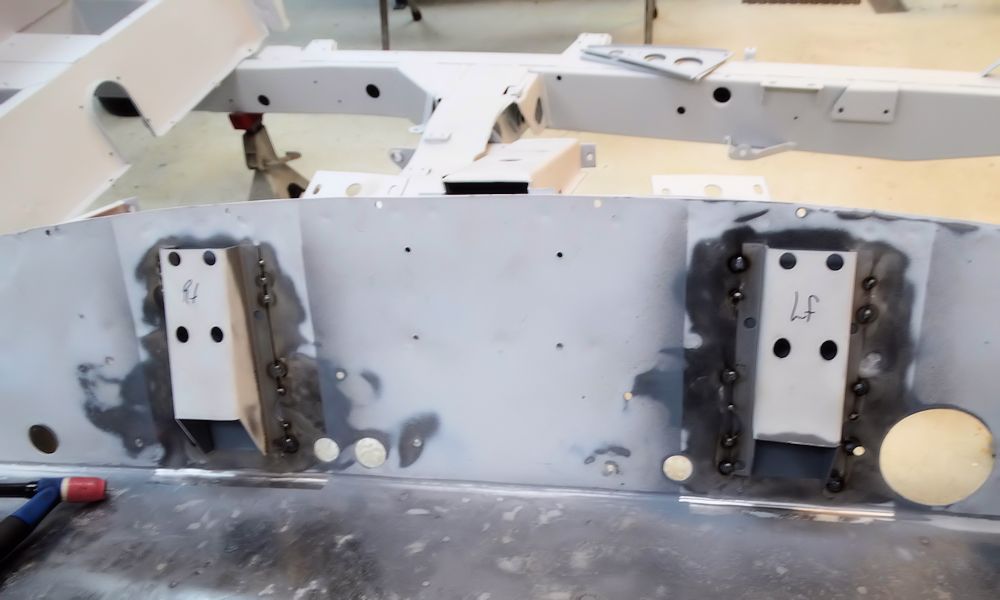
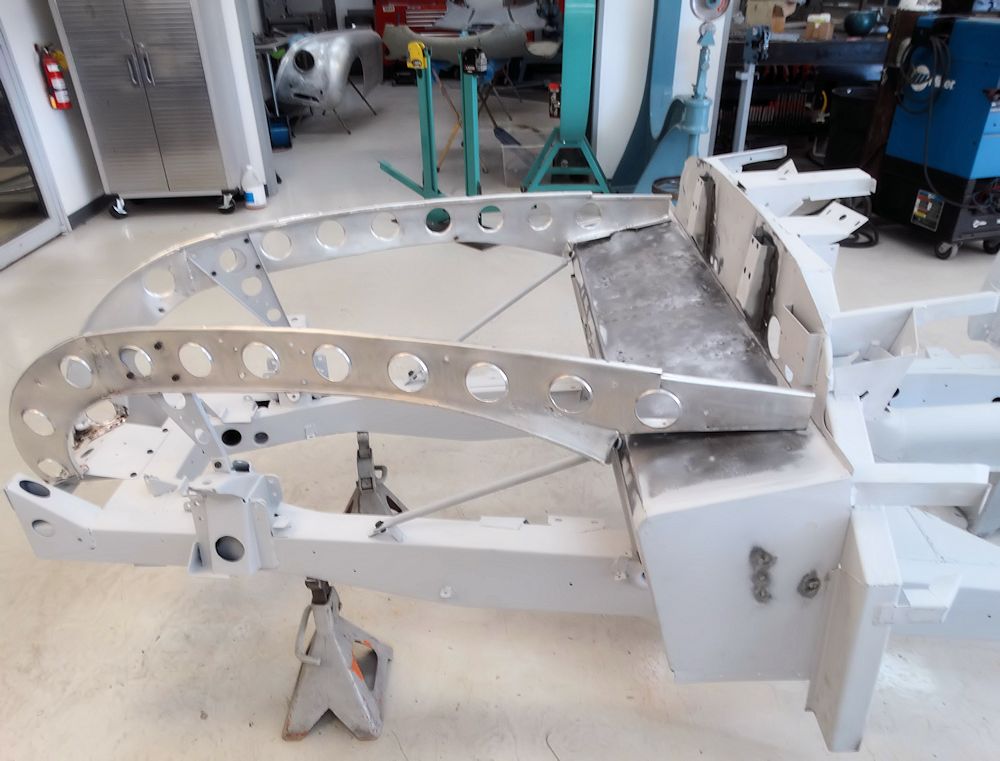
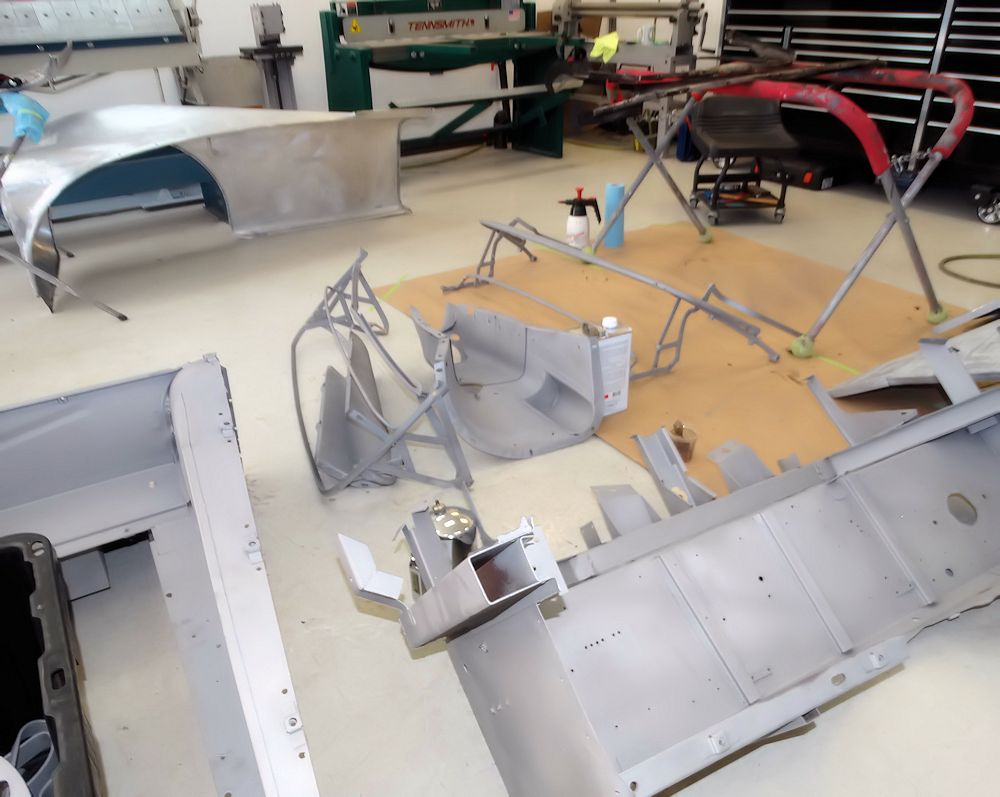
The following sequence of photos show the restoration of the front bulkhead and firewall. The last few images offer a fascinating and rarely seen view of the alloy front fender support brackets in place, without the front wings.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Jake's first task it to restore the steel firewall, which has picked up a lot of unwanted piercings over the years. Any hole not cut at the factory will be welded up and metal finished. When the cars were first built, the factory technicians did not bother priming between any steel panels they welded together. For that reason, we will remove all the various firewall brackets and braces, clean the mating surfaces back to bare metal before applying weld thru primer to all weld zones, prior to reinstalling the brackets and panels. The last two photos in the following sequence illustrate the value of this additional effort.
 |
 |
| Lots of extra screw and drill holes in the
firewall |
Under dash support braces will be removed |
 |
 |
| Bonnet hinge mounting plinths will be
removed |
|
 |
 |
| Jake welding up unwanted holes in the
firewall |
|
 |
 |
| Innocent looking support bracket.. |
...is actually rusting away from within |
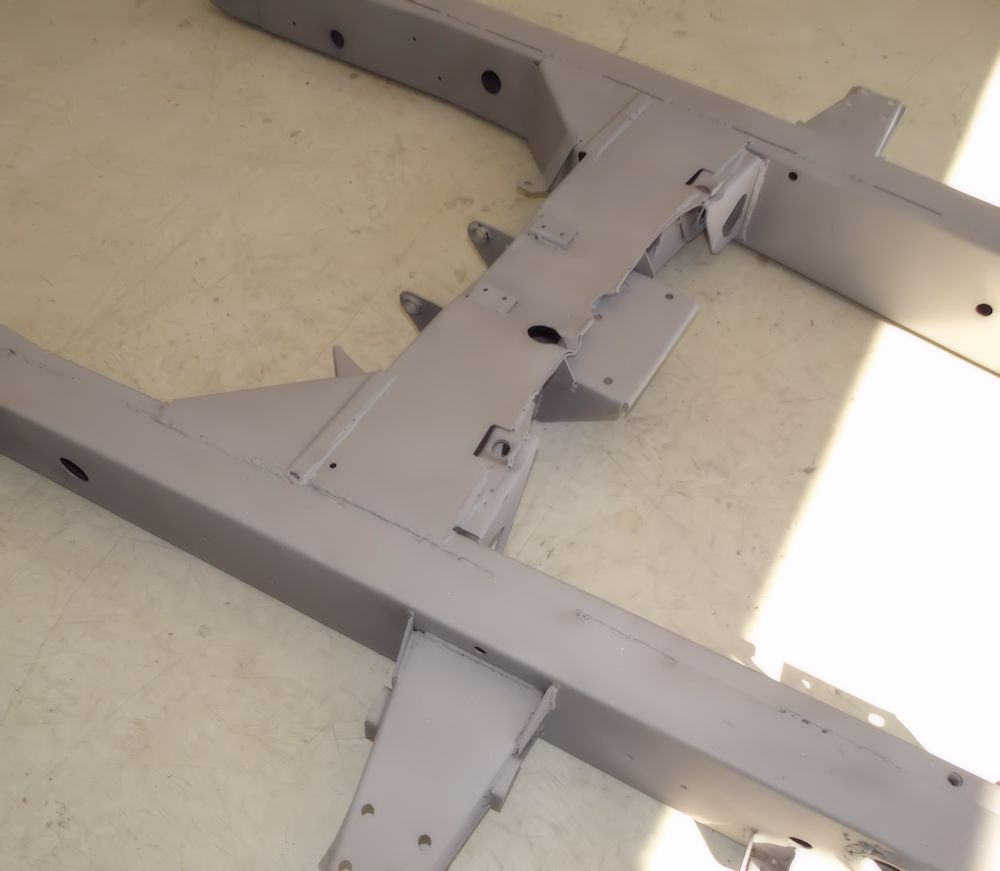
With the chassis and bulkheads back from the blaster, I am pleased to report that everything looks to be in exceptional shape.
 |
 |
| Front and rear bulkheads are both very solid
with only minor issues to remedy |
Chassis is 100% rust free and totally
straight |
 |
 |
| Chassis sealed in Spies Hecker 4500 Epoxy
Primer |
|
 |
 |
 |
 |
| Rear section laid in place over the chassis |
|
 |
 |
| A couple of minor rust issues in rear
blukhead |
|
 |
 |
 |
 |
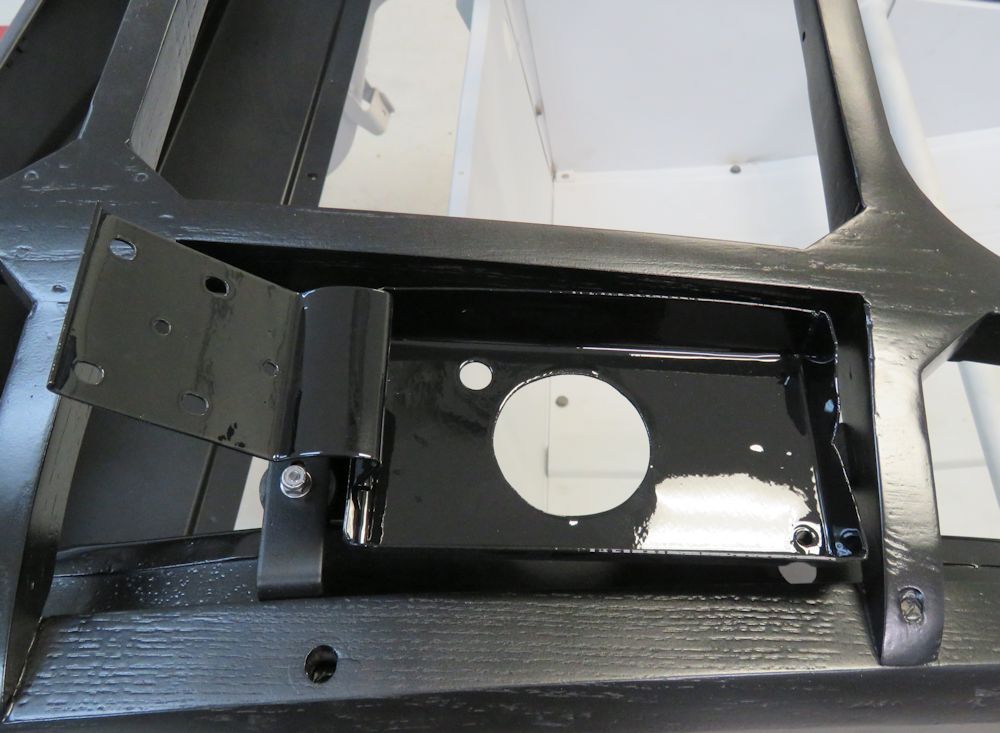
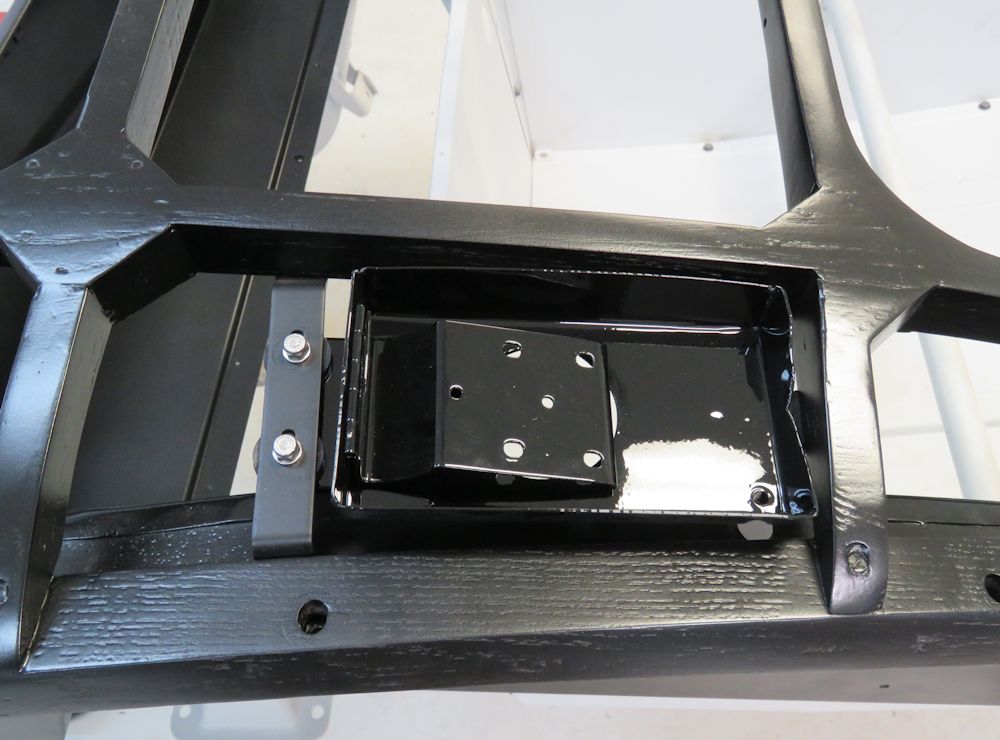
| Battery boxes in great shape |
|
 |
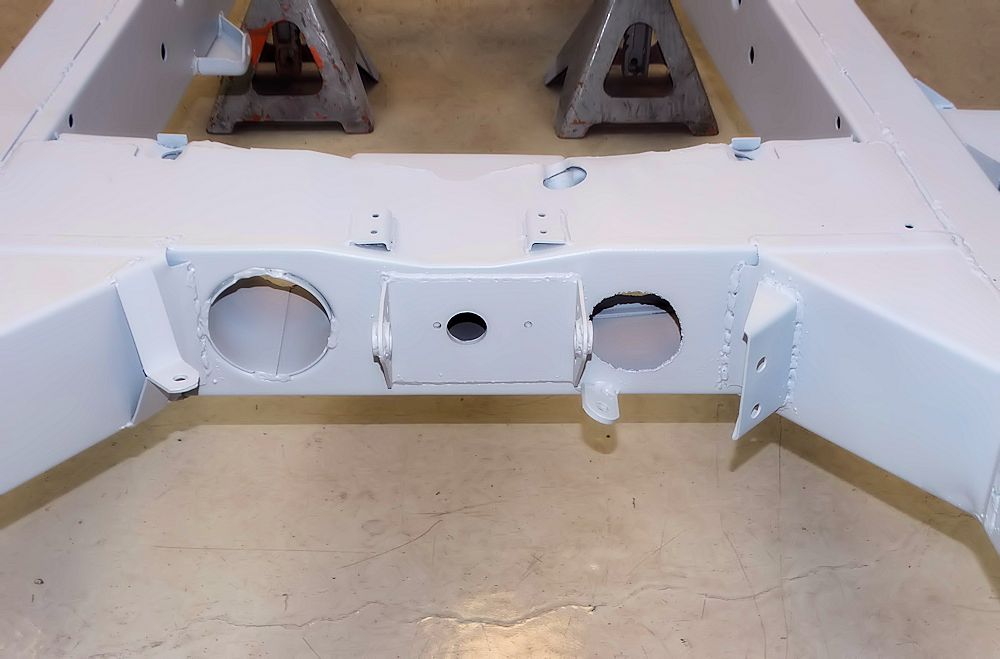 |
| A second hole for an aftermarket twin
exhaust torched in the RH side of the cross-member |
The hole will be patched |
 |
 |
| Chassis is in wonderful structural condition |
|
 |
 |
 |
 |
| An alloy 120 in kit form |
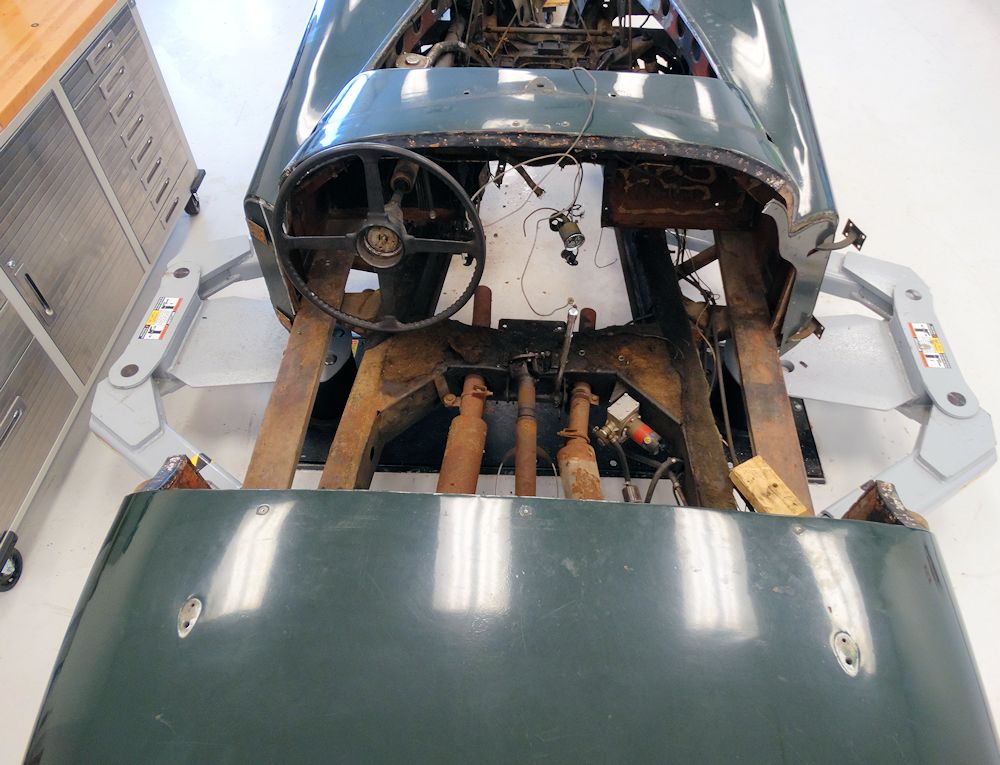
One of the largest project updates I have ever done! The following photos show the dismantling of the body and the tear down of the chassis.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
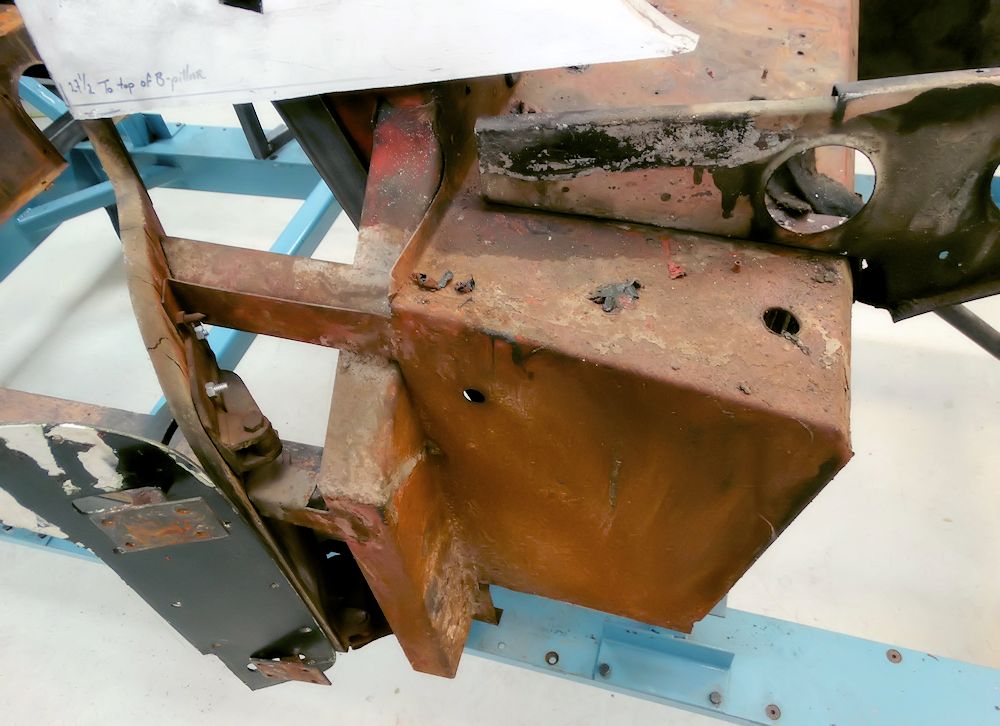
Having separated the rear cowl panel from the wooden support structure, we identified a little more rot than we were expecting to find in the wooden beams that lie beneath the alloy skins. Thankfully, our friend Jason Thigpen (Texas Heritage Woodworks) has agreed to tackle the wood restoration/replacement for us. Jason assures us that the project is nothing more than routine to him...
 |
 |
| Some of the factory construction on these
early 120s is pretty basic |
|
 |
 |
 |
 |
| Time to set aside the chassis and focus on
the body (Oscar gets to drive) |
|
 |
 |
| Lower right front impact damage has left the
RH wing sitting a little lower than the left |
|
 |
 |
 |
 |
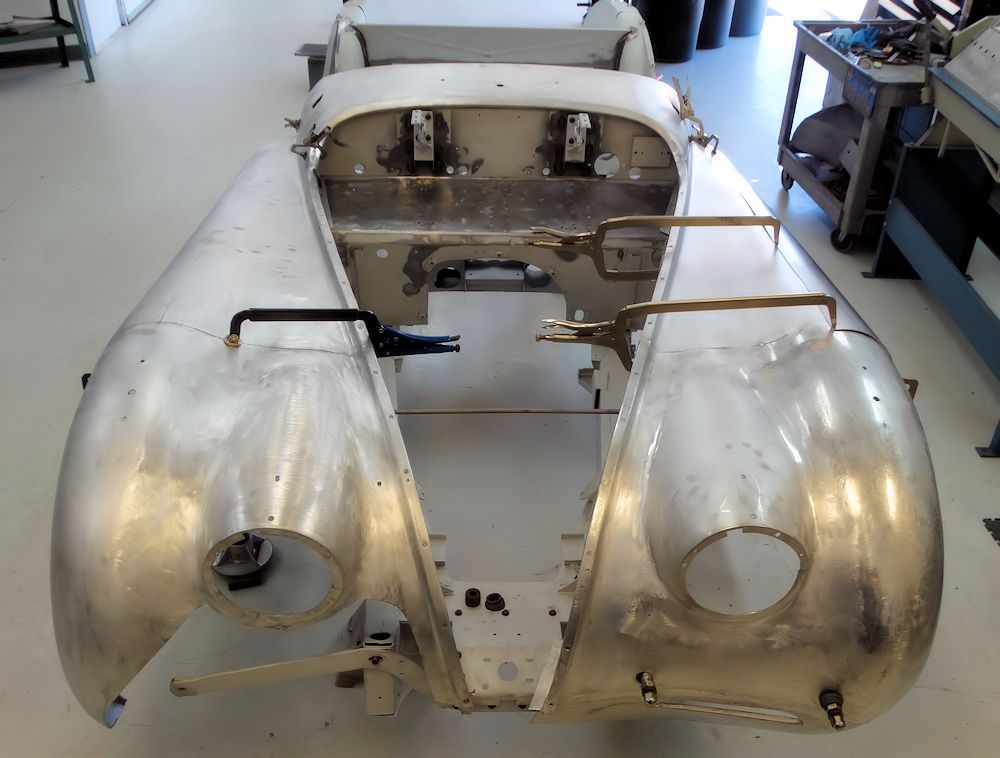
| Rear cowl panel removed from the body |
|
 |
 |
 |
 |
| Rear steel subframe will be cleaned back to bare metal |
|
 |
 |
 |
 |
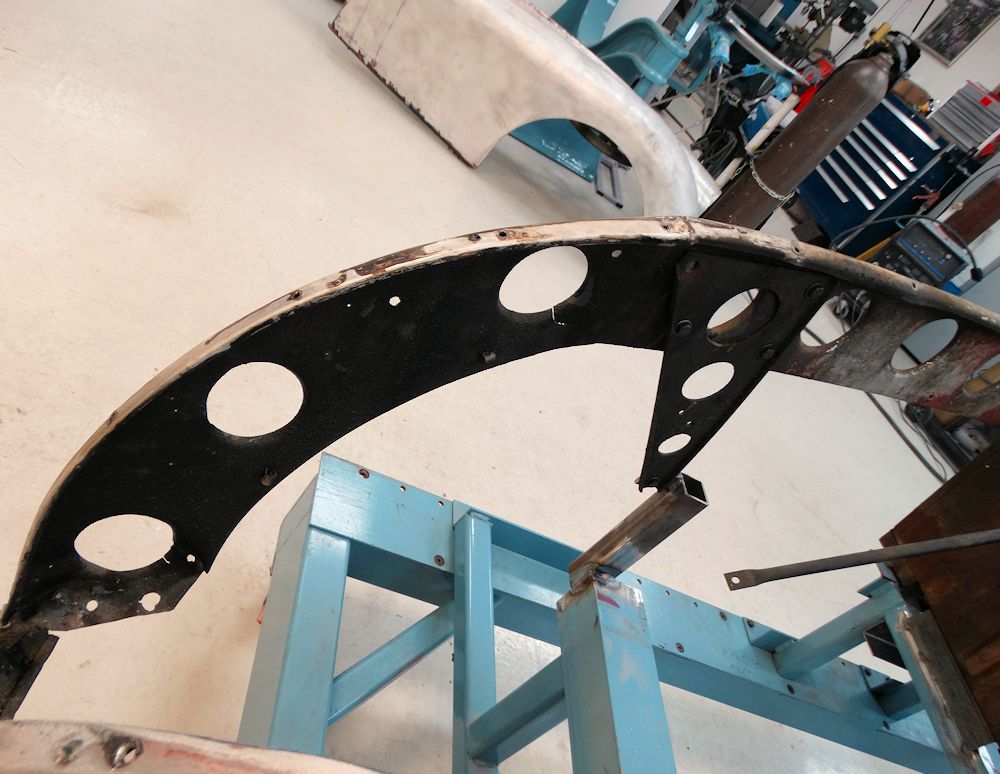
| Note damaged wood, particularly at the
extremities of the frame work |
|
 |
 |
 |
 |
 |
 |
 |
 |
| Note how corners of the alloy skin were
folded over and tacked in place |
|
 |
 |
 |
 |
 |
 |
| Wooden frame separated from the rear cowl
panel |
|
 |
 |
| Interesting that the underside of the body
panels got nothing more than a dusting of oxide primer |
Parts of the aluminum skin will have to be
replaced |
 |
 |
 |
 |
| The frame is laminated and bent to the shape
of the corresponding body panel |
|
 |
 |
 |
 |
 |
 |
 |
 |
| Our friend Jason Thigpen will be assisting
us with the restoration of the wooden frame |
Time to get the body restoration underway!
 |
 |
 |
 |
| Rear cowl panel will be removed and wooden
frame beneath restored |
|
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
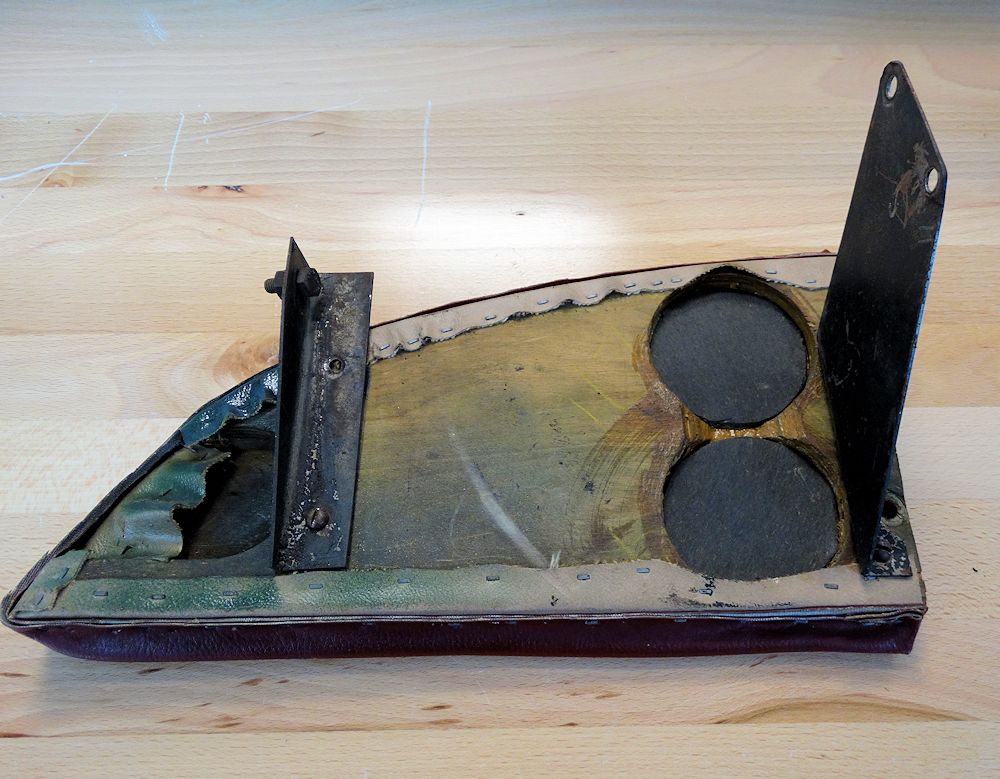
We have been working closely with Eric Suffolk to make sure that your new interior will precisely replicate the original trim in terms of color, texture and fit. There were several differences in the way the alloy cars were trimmed versus the (later) steel bodied production cars. Eric has been careful to capture all of those subtle differences and the resulting kit is a very special piece of work. Eric Suffolk is a true master of his trade and we are privileged to work so closely with him.
 |
 |
| Great care was taken in the selection of the
hides used for this particular project |
Alloy 120 door pockets differ from later production steel bodied cars |
 |
 |
| Note full grain texture of tan hide |
|
 |
 |
| New side screens made in black mohair |
Convertible top will also be fabricated from
original specification black mohair |
Stripping paint continued...
 |
 |
 |
 |
| Main body is in exceptional condition |
|
 |
 |
| Fair amount of bondo found beneath both headlamp pods |
|
 |
 |
| Firewall was originally left in red oxide
primer by the factory |
|
 |
 |
| Removing filler from beneath the headlamps revealed only very minor damage |
|
 |
 |
| This is the worst damage on the entire body |
|
 |
 |
| Doors, bonnet and boot lid next to be
stripped |
|
 |
 |
| Alloy skin was installed with countersunk
screws at the factory |
Earlier today we moved the 120 outside to the parking lot to begin the process of stripping the paint. The 'aircraft stripper' we use to remove paint from alloy bodied cars is nasty stuff that should be used in a well ventilated environment, hence the move outdoors. The top surface of the old paint is first sanded to allow the aircraft stripper to be absorbed and do its work through all the various layers of paint and primer. Interestingly, it appears this car has only ever had one repaint, as we are only finding the factory black paint beneath the current dark green.
 |
 |
 |
 |
|
 |
Tear down continued..
 |
 |
| Engine and transmission now removed |
|
 |
 |
 |
 |
 |
 |
| Chassis is in very solid condition | |
 |
 |
 |
 |
 |
 |
| Note wiring harness routed through steel
conduit |
|
 |
 |
| Insulation between top surface of chassis
and floor boards |
|
 |
 |
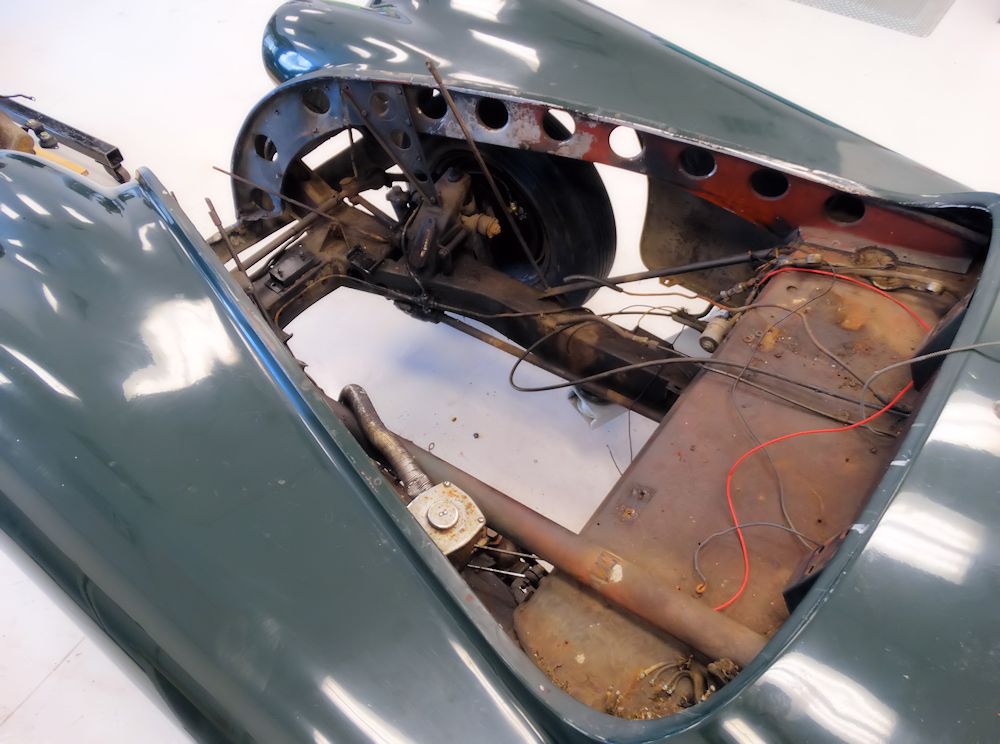
 |
 |
| Removing the gas tank |
|
 |
 |
| More of the alloy structure exposed |
I am delighted to report that we now have this very special restoration underway.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
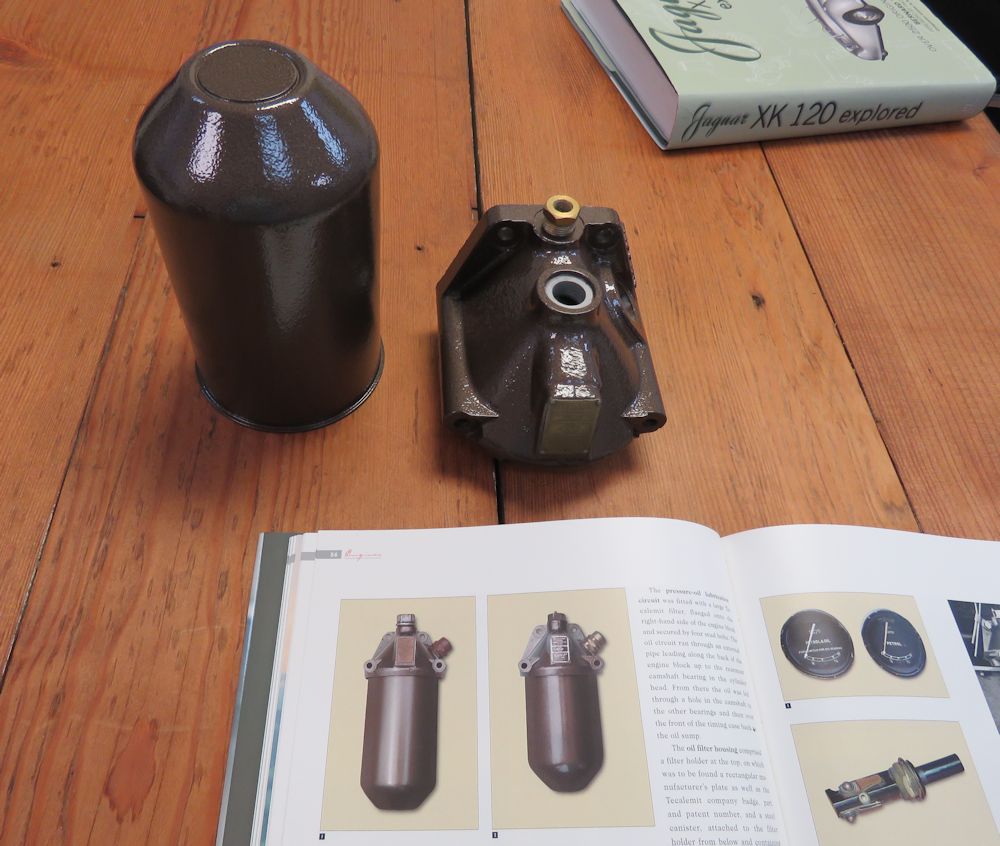
We managed to track down a rare Tecalemit Plastigun (grease gun) for the tool kit we are putting together for your alloy 120.
 |
 |
| This type of grease gun was used in the alloy 120 tool kit |
Gun is in fantastic original condition |
Inventory of parts that we received with the car.
 |
 |
 |
 |
 |
 |
 |
 |
I am pleased to report that your alloy bodied XK120 arrived safely in the CJ workshops yesterday afternoon and we will have the restoration underway in the next few days.
 |
 |
|
|
|
|
|
|
 |
 |
|
|
|
|
|
|
 |
 |
|
|
|
|
|
|
 |
 |
|
great shape |
|
