Stage Two ultra-high performance engine rebuild
| Job # 2208 (MW) - Mercedes Benz M-100
(6.3) Stage Two ultra-high performance engine rebuild |
|
Update report - September 15, 2018
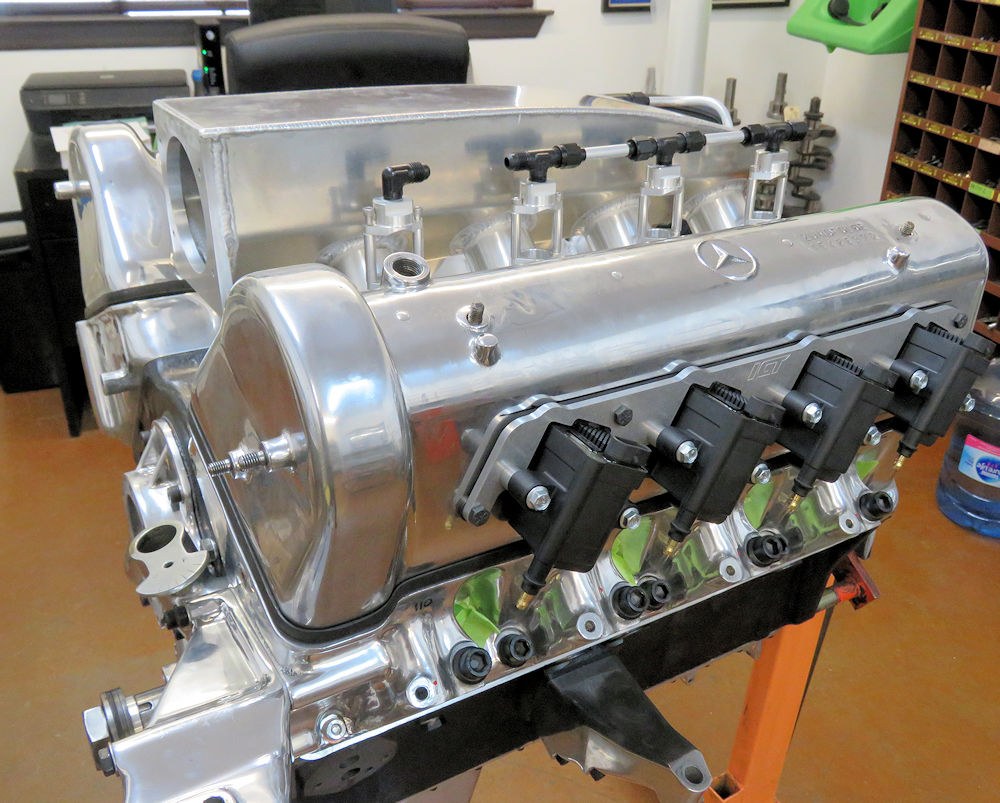
Putting the finishing touches to this very special engine rebuild.
 |
 |
Polishing a few engine components ahead of final assembly.
 |
 |
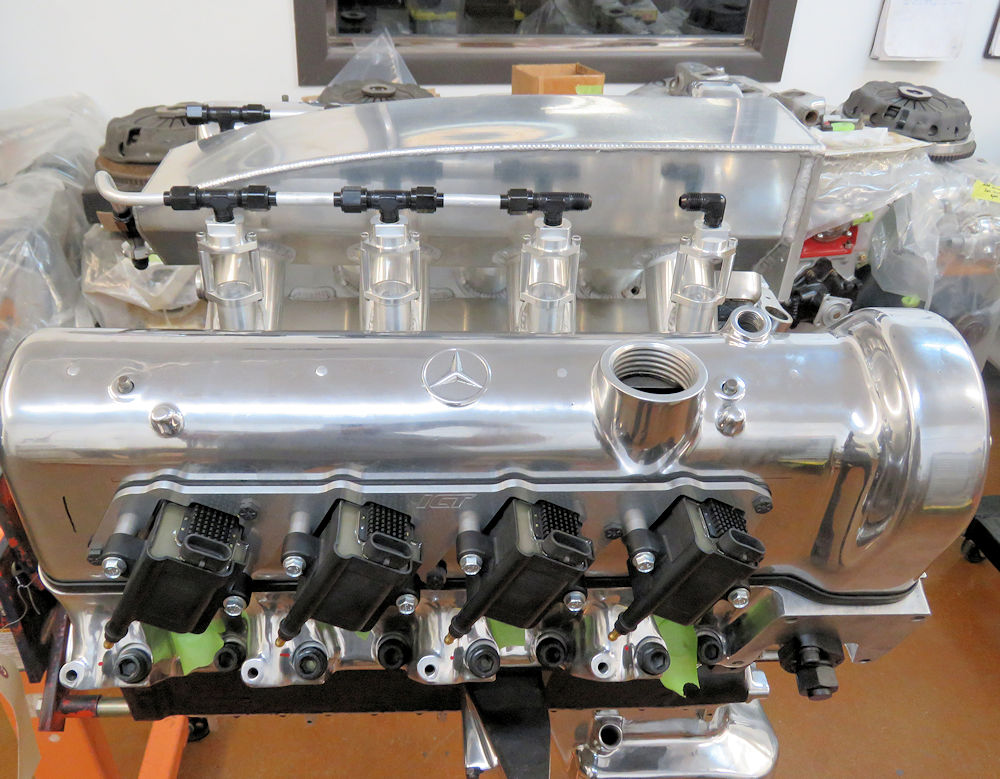
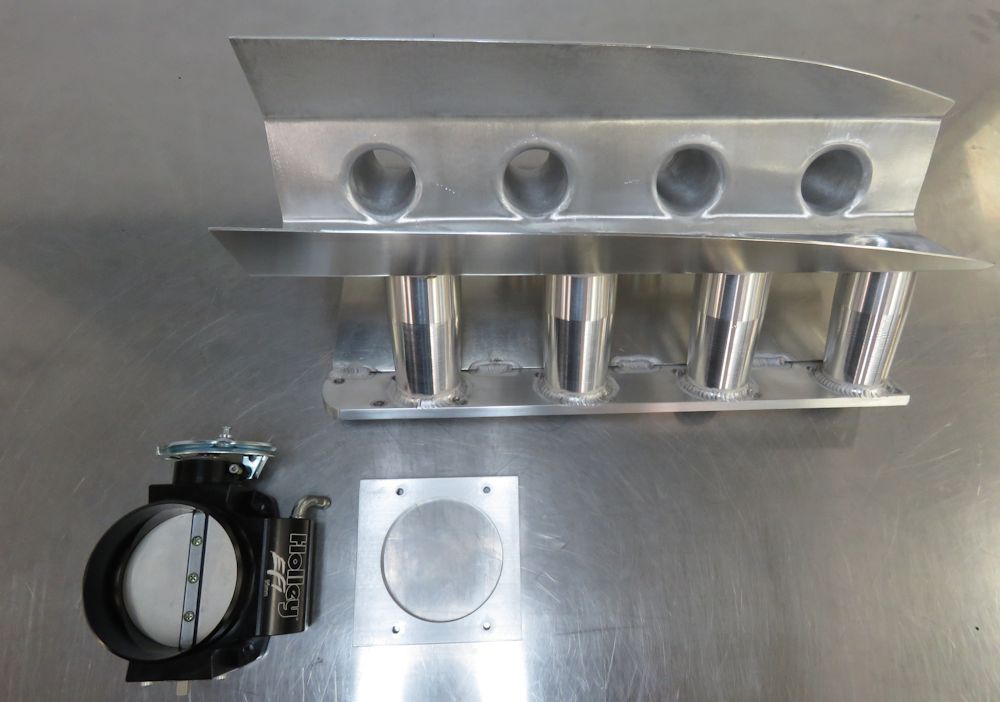
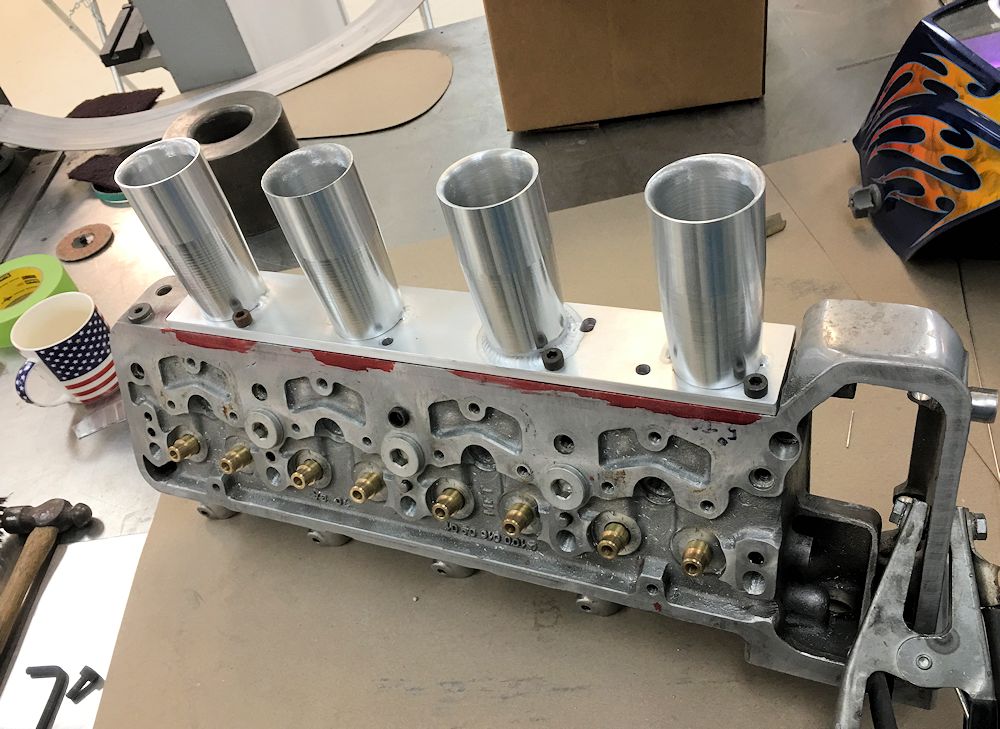
With the new injector bungs welded in place, construction of the intake manifold is now been complete.
 |
 |
| It will be a shame to hide this beautiful workmanship under the hood |
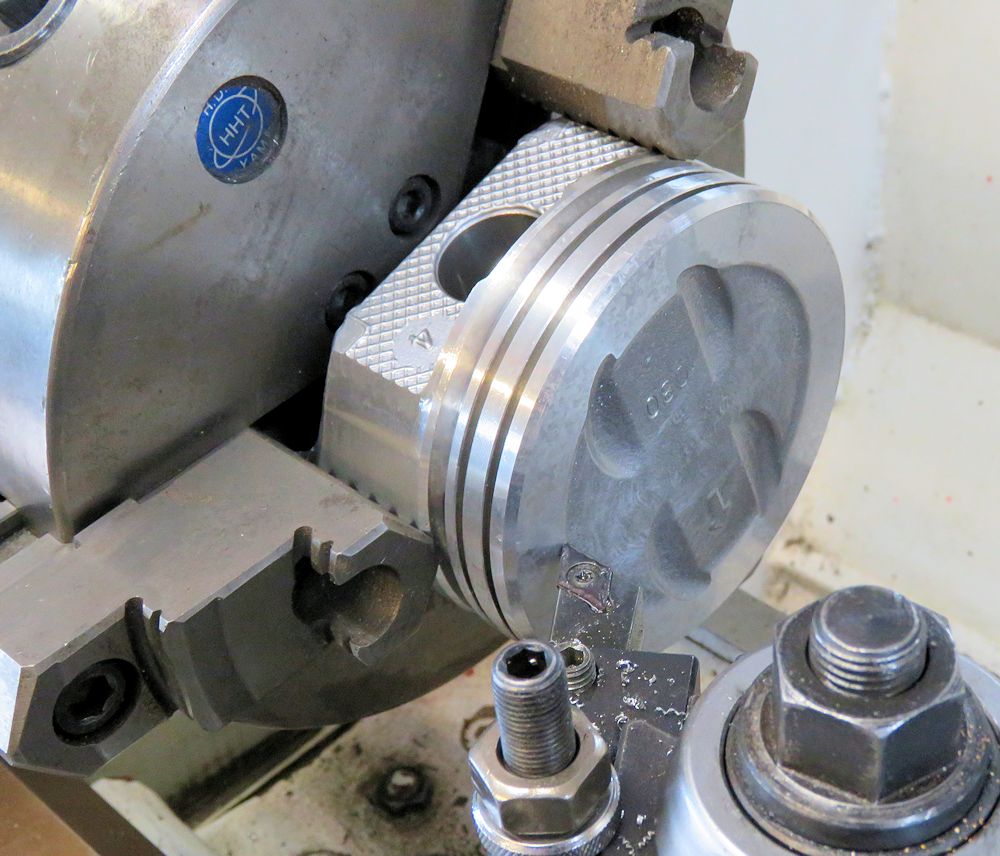
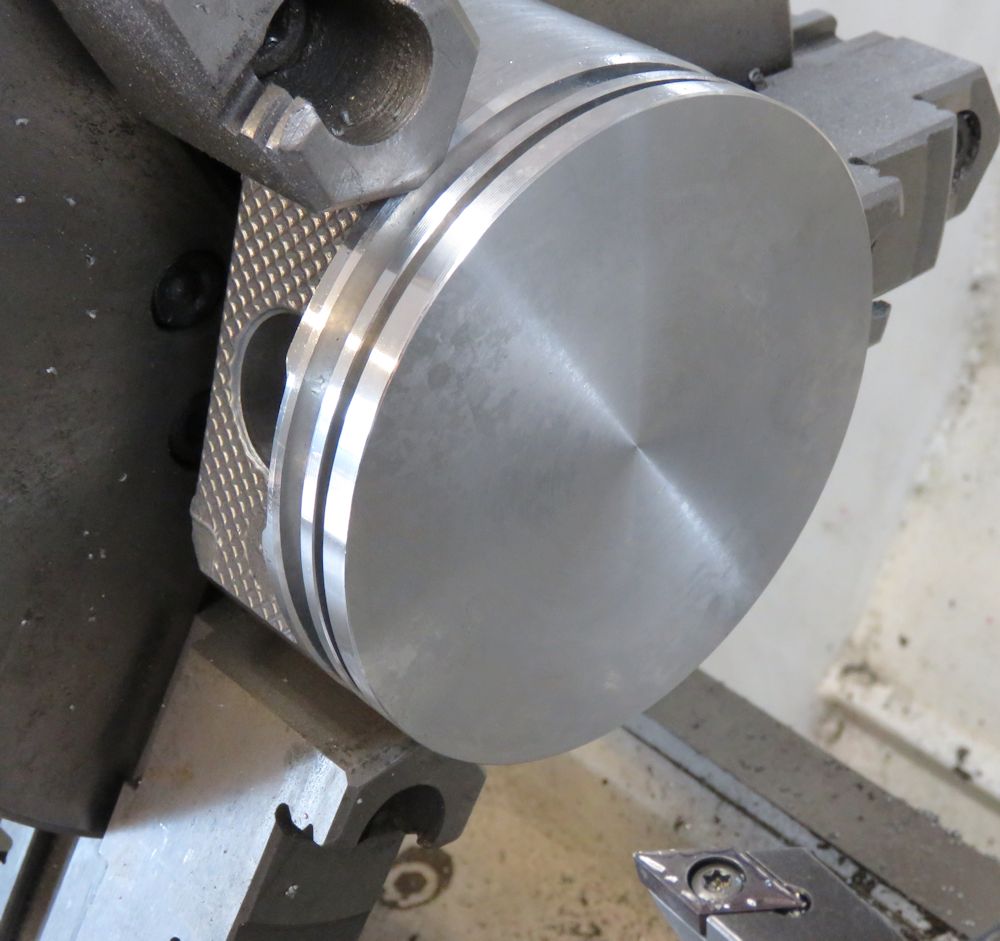
The following sequence of photographs show the custom piston design process, as well as some very special Megacycle billet camshafts.
 |
 |
| Prototype piston on the lathe |
|
 |
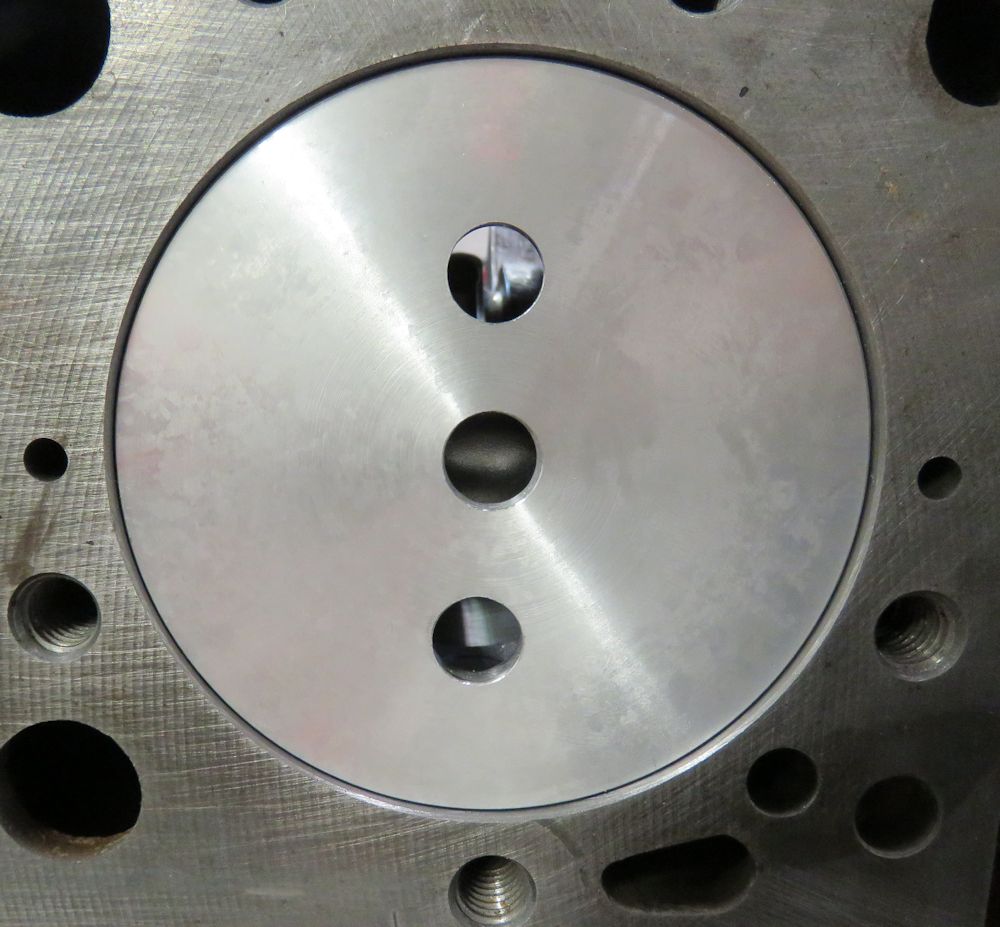 |
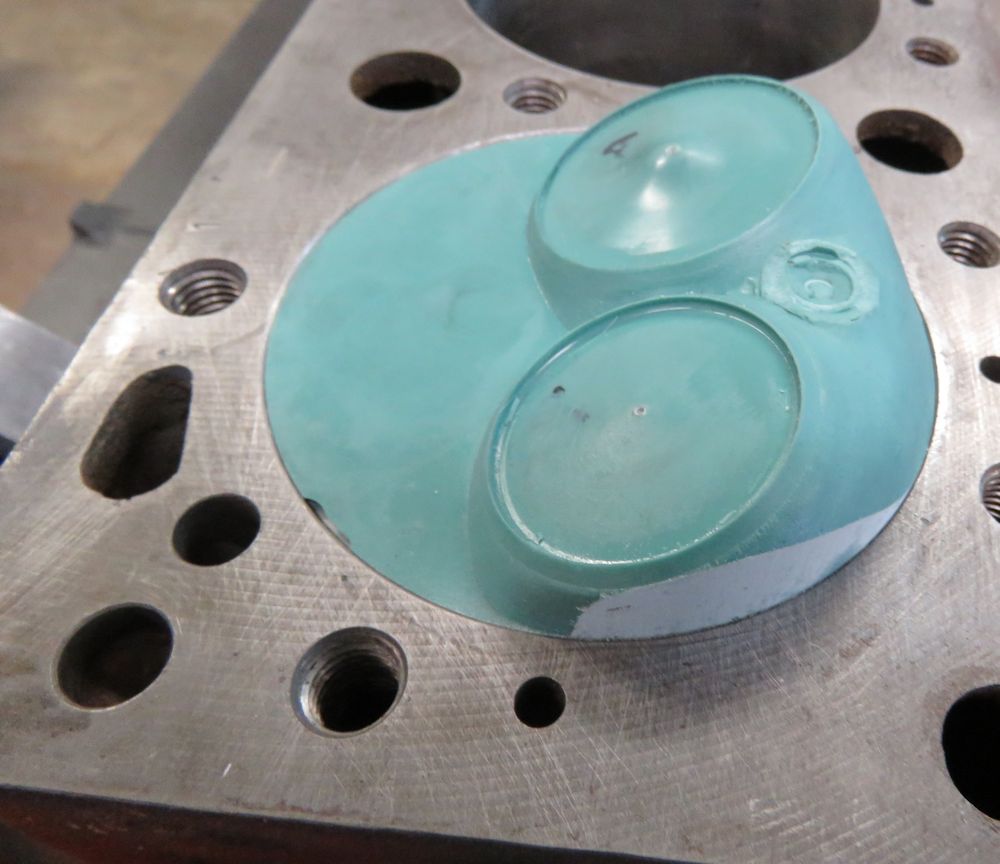
| Piston placed in block ready for plastic
mold |
|
 |
 |
| Mold shows valve location |
Machining valve reliefs on the mill |
 |
 |
| Megacycle made the cams to Corey's design |
|
 |
 |
| Measuring piston to valve clearance |
Machining 3cc dome |
I am pleased to report that we have now finished fabricating your custom FI intake manifold.
 |
 |
 |
 |
 |
 |
 |
 |
Custom forged rods provide a weight saving of 4,360 g (9.61 lbs) compared to the original items.
 |
 |
| Custom forged rods save 545g
per rod compared to the original behemoths |
What will the Mercedes purists will think
about eight E Type Jaguars spinning inside this M-100 engine? |
The following sequence of photographs show Corey's design and fabrication of a completely new intake manifold for this very special M-100 engine.
 |
 |
| New CJ designed intake valve |
Original intake valve is 35.3g heavier |
 |
 |
| New CJ designed exhaust valve |
Original exhaust valve is 47g heavier |
 |
 |
| Huge gains on the flow bench, about which
more later |
Port matching new intake manifold flanges
to intake runners |
 |
 |
| New intake manifold perfectly matches shape
of ports |
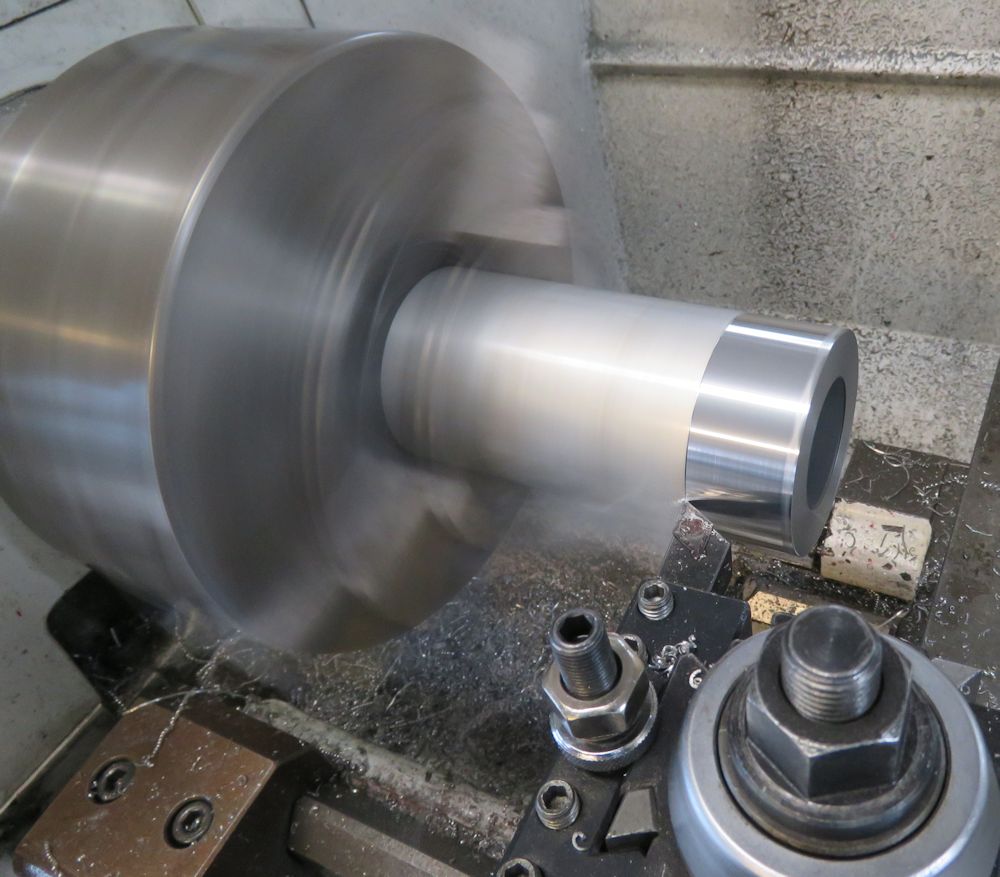
Solid aluminum tube stock will be machined
to form tapered intake runners of optimum size and shape |
 |
 |
| Corey machining the intake runners on the
lathe |
|
 |
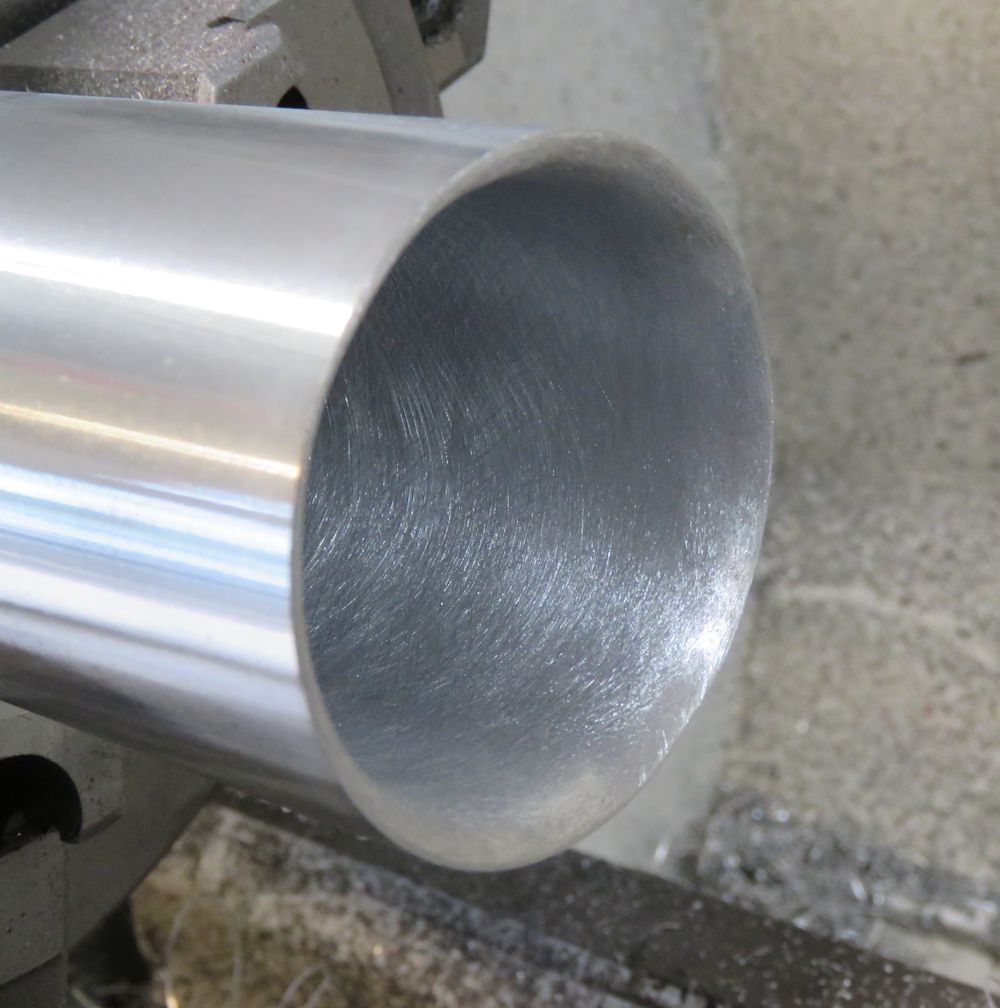 |
| Note tapered shape starting to form |
|
 |
 |
| Jake welding custom intake runners to
previously fabricated flanges |
About to form/fabricate the main intake
plenum |
 |
 |
| Custom intake manifold repeatedly trial
fitted throughout fabrication process |
|
 |
 |
| Welding new runners to plenum body |
|
 |
 |
| Manifold now starting to take shape |
|
 |
 |
| More trial fitting |
|
 |
To be continued... |
| Plate beneath runners adds rigidity |
The legendary Mercedes Benz M-100 6.3 engine will need no introduction to most classic car enthusiasts around the world. It came to fame as the power plant of the amazing 300 SEL 6.3 sedan of the late 1960's, a car which held the title as the fastest 4 door sedan in the world for over two decades. Despite the high performance of those amazing "Q" cars of the 60's and early 70's, the massive engine only produced around 250/275 HP. In addition to the sheer weight of the rotating components, another limiting performance factor was the design of the cylinder heads and combustion chambers.
During the course of this exciting build, we are going to re-shape the combustion chambers, re-shape and port the intake and exhaust runners, optimize spark plug positioning at the point of combustion, and we are actually going to reposition the cylinder heads slightly on the the block, allowing us to redesign valve sizing and positioning within the chamber.
We have also designed a custom forged H-beam connecting rod, saving 545g per rod over the originals, which tip the scales at an hefty 1,160 g!
 |
 |
| M-100 engine as delivered |
|
 |
 |
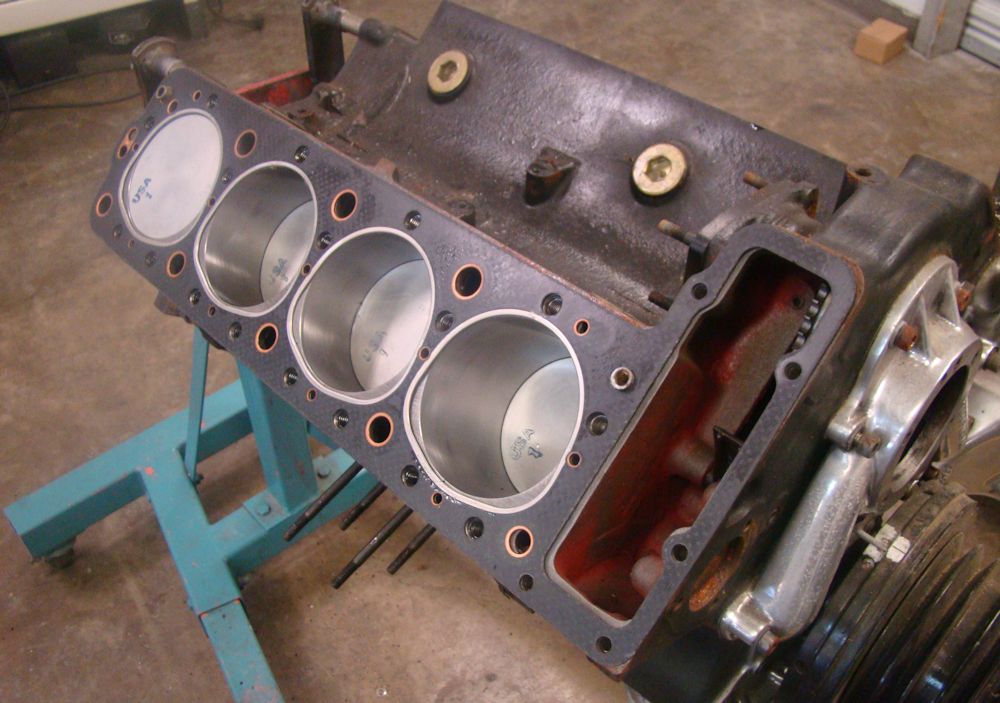
| Tear down underway |
|
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
| Cylinder head on tear-down bench |
|
 |
 |
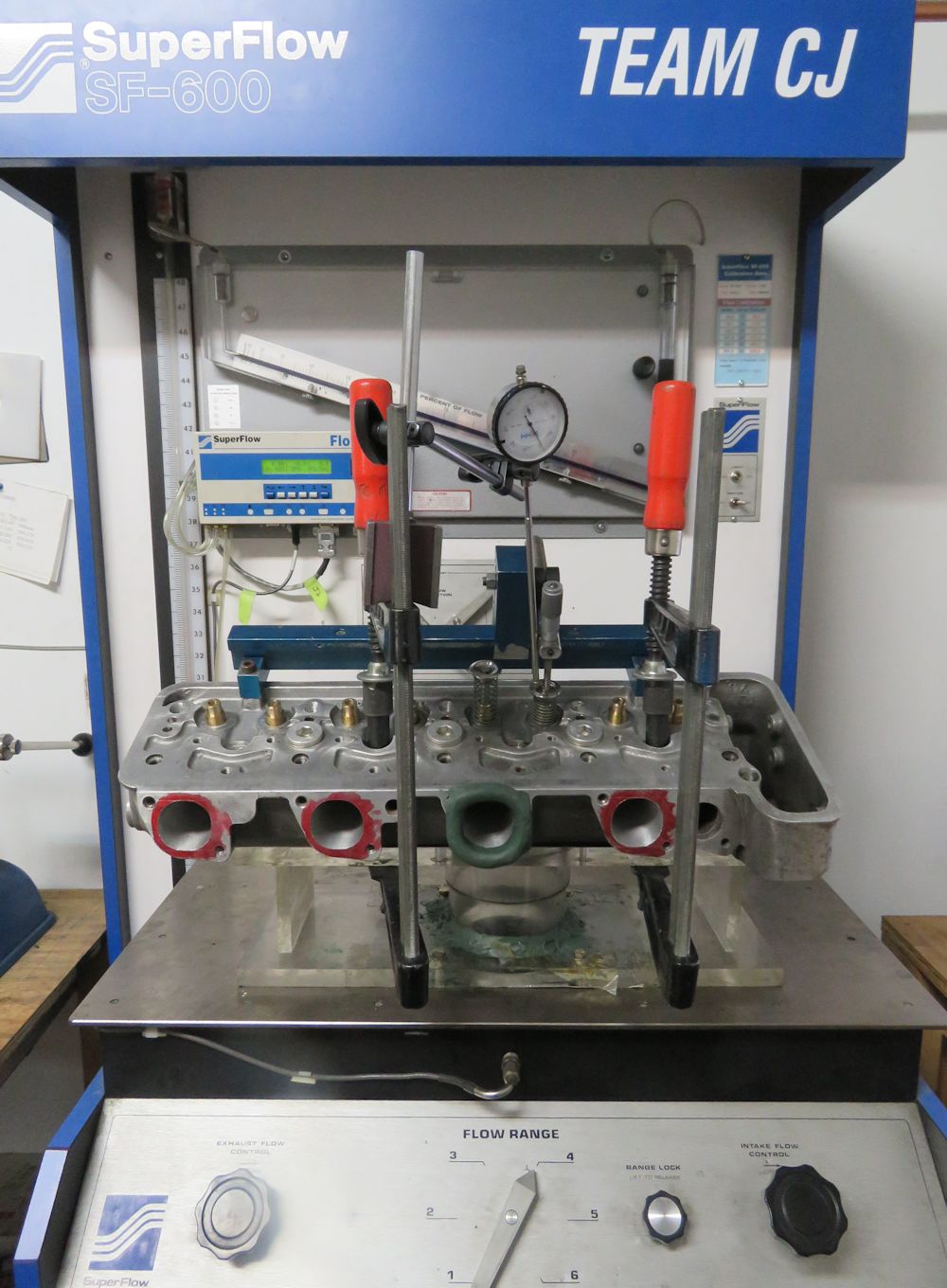
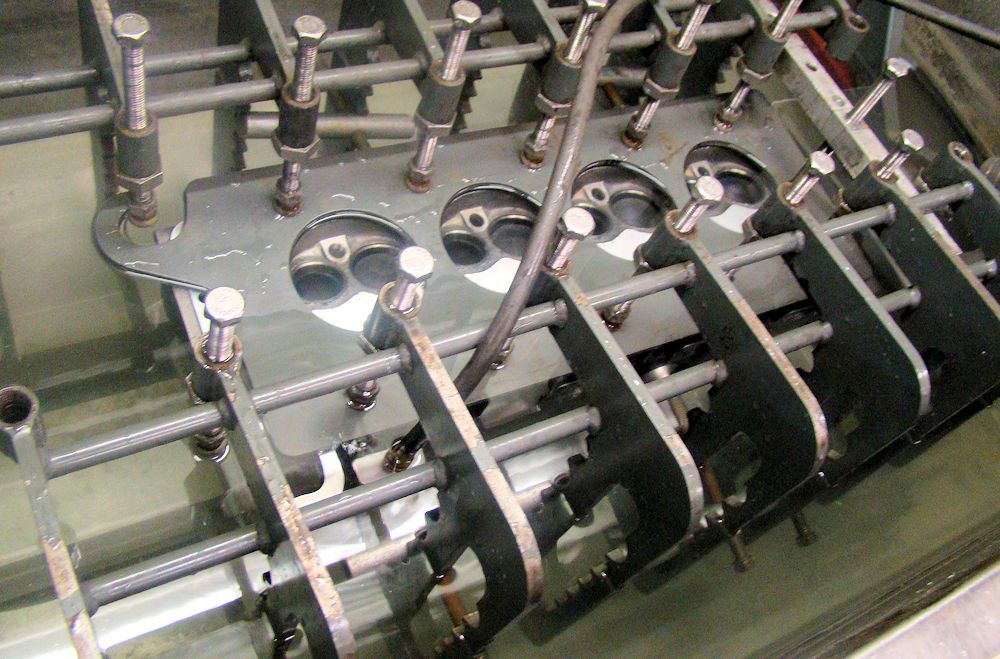
| Pressure testing one of the heads |
Base line flow testing cylinder head |
 |
 |
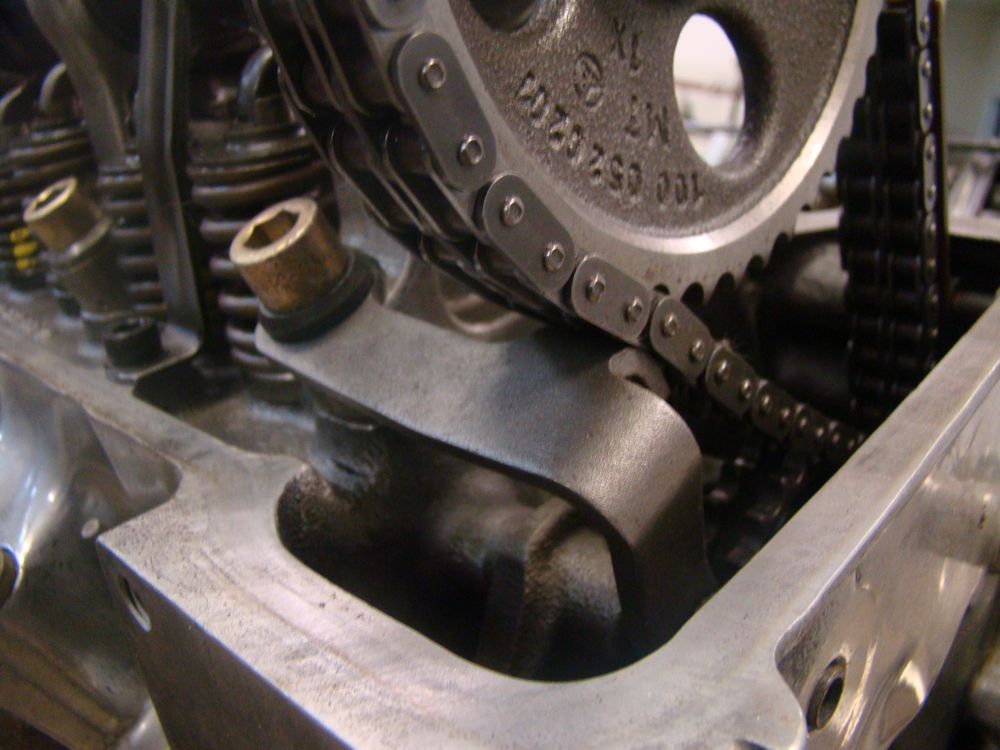
| Measuring cam clearance |
Machining out intake seats |
 |
 |
 |
 |
| Exhaust seats were welded to facilitate
removal |
|
 |
 |
| Roughing in new shape |
|
 |
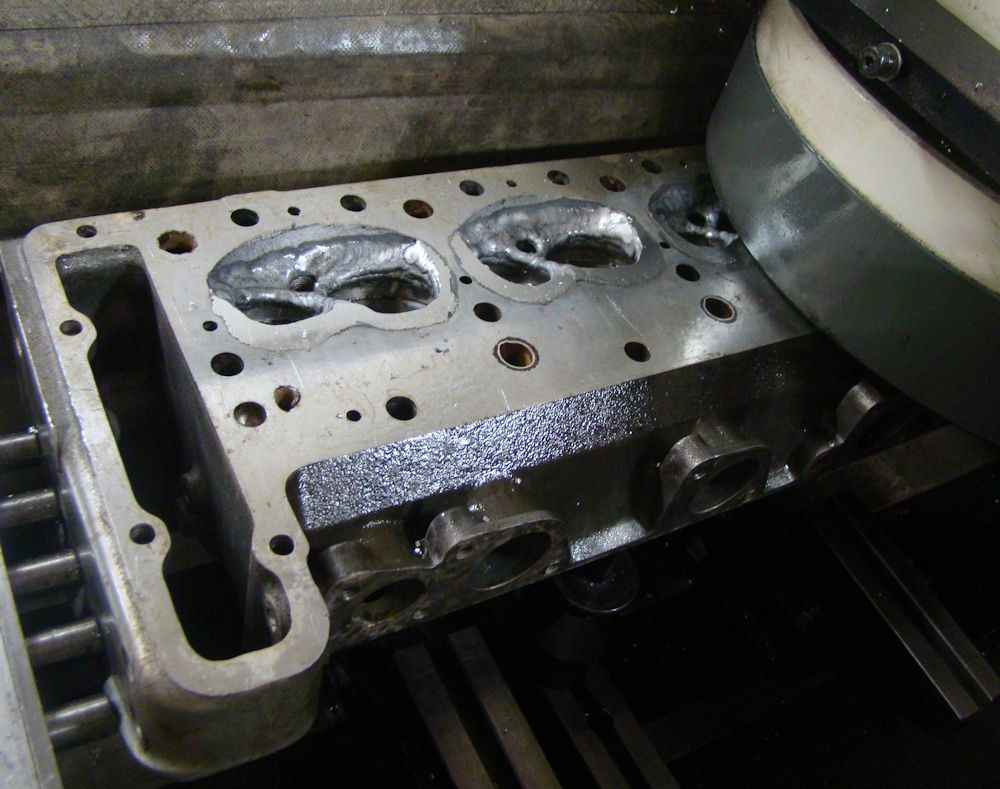 |
| Welding chambers prior to re-shaping |
|
 |
 |
| Guide boss prior to blend porting |
|
 |
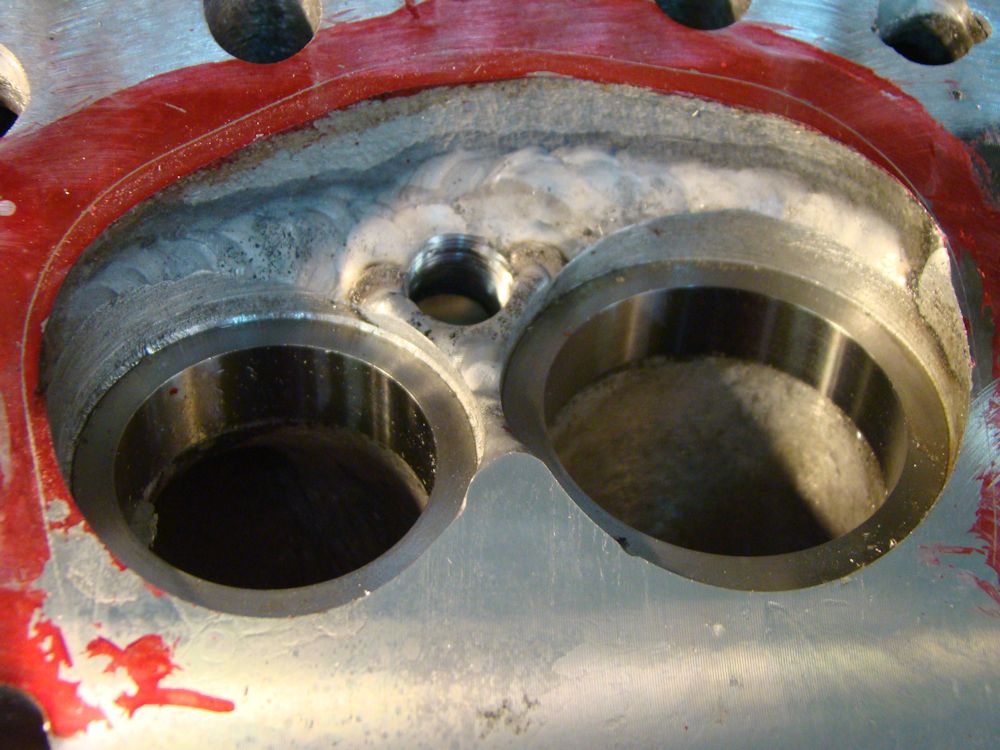 |
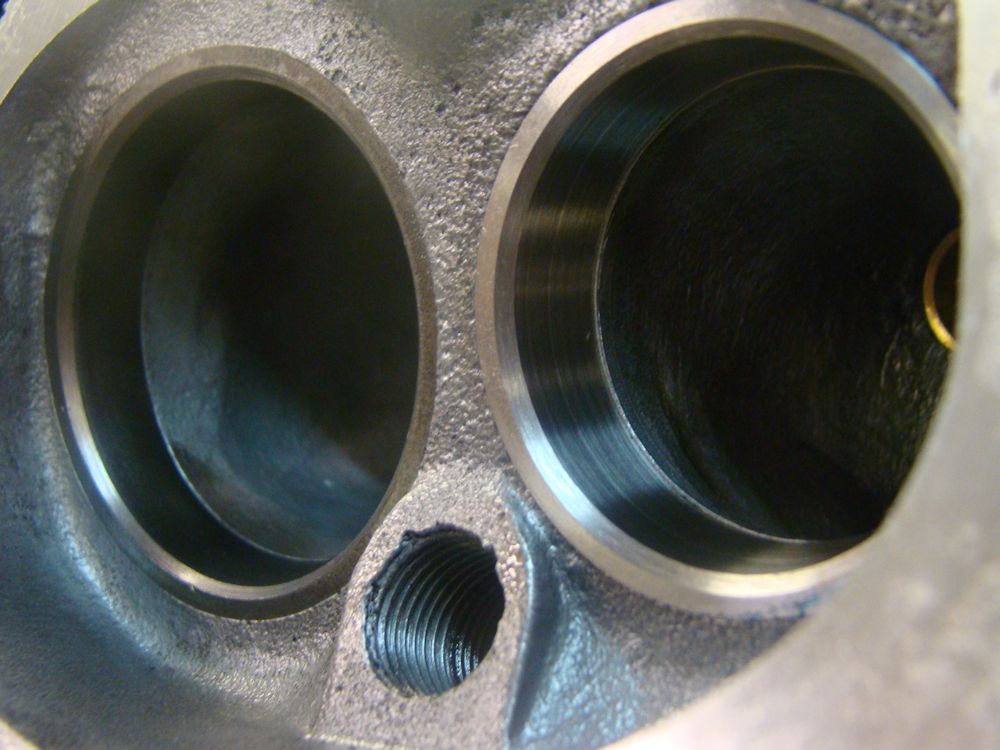
| New CJ guides now installed |
Custom seats pressed into position |
 |
 |
| New chamber shape will promote superior combustion |
|
 |
 |
| Trial fitting heads in 'shifted' position |